检验304材质的方法及其原因304不锈钢因其出色的耐腐蚀性和优良的物理特性,在多个行业中得到了广泛的应用。然而,市场上也存在质量参差不齐的产品。因此,准确地检验304材质的真伪和质量显得至关重要。下面,我将介绍几种常见的检验方法,并探讨采用这些方法的原因。首先,硫酸铜鉴别法是一种简单而有效的检验手段。在此方法中,我们需将304不锈钢表面的氧化层去除,滴上一滴水,再用硫酸铜擦拭。如果擦拭后不锈钢表面不变色,通常表明其为真正的304不锈钢。这是因为304不锈钢具有较好的耐腐蚀性,不易与硫酸铜发生反应。若表面变为紫红色,则可能表明材料并非纯粹的304不锈钢。其次,通过磨花鉴别法也可以判断材质。在砂轮机上磨削不锈钢样品,观察其火花形态。如果火花呈流线形,并有较多较密的节花,可能是含锰较高的高锰钢或锰氮钢;若无节花,则更可能是铬钢或铬镍不锈钢。这种方法基于不同材质在磨削过程中产生的火花特征差异。另外,化学定性法是通过化学反应来判断不锈钢中是否含有镍元素。将小块不锈钢溶解于王水中,经过一系列化学反应后,若液面上浮有红色绒状物质,即说明不锈钢中含有镍。镍是提高不锈钢耐腐蚀性的关键元素,因此其存在与否对判断材质至关重要。 温州浩邦金属制品有限公司为您提供 锥形封头设备,欢迎您的来电哦!青海夹套锥形封头重量
不锈钢封头成型方式不锈钢封头作为一种重要的管道连接件,广泛应用于化工、石油、医药、食品等行业。它的成型方式直接影响着不锈钢封头的质量和使用寿命。本文将为您介绍不锈钢封头的成型方式,以及相关的制作主题和内容,帮助您了解不锈钢封头的制作过程和关键亮点。不锈钢封头的成型方式主要包括冷加工和热加工两种方法。下面将详细介绍这两种方式的特点和应用场景。1.冷加工方式冷加工方式是指在室温下对不锈钢材料进行成型加工。它具有以下几个亮点:(1)适用范围广:冷加工方式适用于各种类型的不锈钢材料,包括不锈钢板、不锈钢管等。(2)精度高:冷加工方式可以保证不锈钢封头的尺寸精度和表面质量,满足各种精密的工程要求。(3)成本较低:相比热加工方式,冷加工方式的设备和工艺要求相对简单,成本较低。2.热加工方式热加工方式是指在高温下对不锈钢材料进行成型加工。它具有以下几个亮点:(1)适用于大尺寸封头:热加工方式适用于制作大尺寸的不锈钢封头,能够满足特殊工程的需求。(2)制作周期短:热加工方式可以快速完成不锈钢封头的成型,提高生产效率。(3)适用于特殊材料:某些特殊材料只能通过热加工方式进行成型,如高温合金等。山西Q345R锥形封头源头工厂抛光锥形封头设备,就选温州浩邦金属制品有限公司,有需要可以联系我司哦!

锥形封头是一种常见的密封部件,广泛应用于各种流体系统中。它们在保障系统密封性方面起着至关重要的作用,对于许多工业设备和装置的正常运行具有重要意义。为了确保锥形封头的可靠性和持久性,定期的维护保养是必不可少的。在维护保养方面,以下步骤是必要的:1.清洗:定期清洗锥形封头是保持其性能和可靠性的关键。清洗过程应包括去除封头表面的污垢、油脂和锈迹等杂质。一般情况下,使用溶剂、洗涤剂或碱性清洁剂进行清洗,并确保彻底冲洗干净,以避免残留物对封头表面造成腐蚀。2.检查:维护保养过程中,对锥形封头的检查也是非常重要的一环。检查应包括封头的几何尺寸、表面粗糙度、损伤和裂纹等情况。要仔细检查封头的密封面是否平整、有无毛刺或损坏,以确保封头的密封性能。3.维护:对于锥形封头的维护,一般建议采用润滑剂如润滑脂、润滑油等,在封头表面涂上一层薄润滑层,以减小摩擦系数,减轻磨损,并提高密封效果。切勿使用过多润滑剂,以免污染流体系统。
我们的锥形封头还具有良好的耐腐蚀性能。在化工、石油等行业中,管道系统经常接触到各种腐蚀性介质,而我们的锥形封头采用耐腐蚀材料制造,能够有效抵御腐蚀的侵蚀,延长使用寿命。减少维修成本。除了专业的性能,我们的锥形封头还具有多种规格和型号可供选择。无论是小型管道还是大型管道,无论是标准尺寸还是非标尺寸,我们都能够提供合适的锥形封头,满足客户的需求。同时,我们还提供个性化定制服务,根据客户的特殊要求进行设计和制造,确保锥形封头完全符合客户的需求。在市场竞争激烈的如今,我们的锥形封头以其专业的性能和可靠的质量,赢得了广大客户的信赖和好评。我们将继续秉承“质量至上、客户至上”的原则,不断提升产品质量和服务水平,为客户提供更好的解决方案。以上是关于锥形封头的相关介绍,如果您要了解更多,请联系我们的销售团队,我们将为您提供专业的咨询和服务。选择我们的锥形封头,选择安全和可靠!温州浩邦金属制品有限公司致力于提供 锥形封头设备,有需求可以来电咨询!

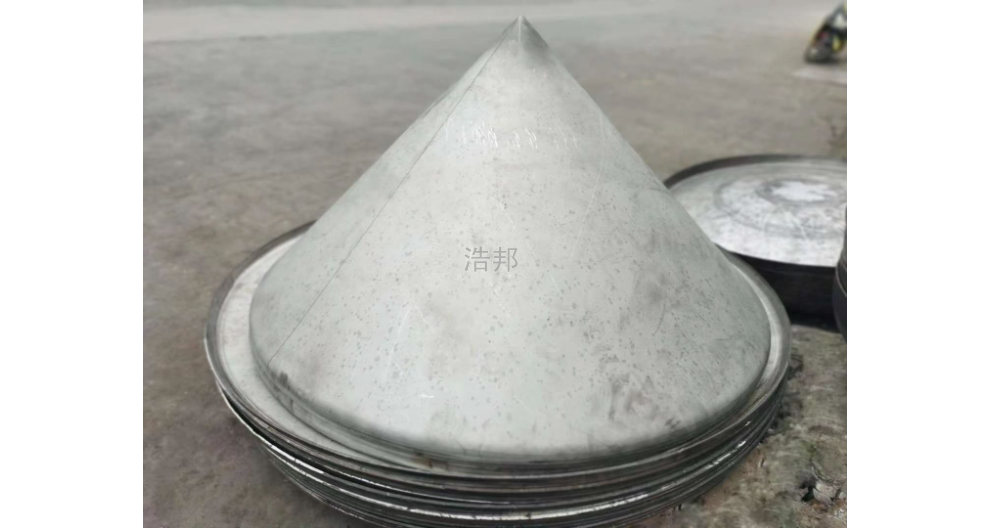
锥形封头常用于石油化工航天船舶、钢铁以及锅炉压力容器等制造行业。制造锥形封头的材质可为碳钢、低合金钢、复合板、不锈钢以及铜、铝、钛等有色金属,品种较多。锥形封头锥体的主体部分在内压作用下,.大薄膜应力发生在大端。锥体和圆筒部分连接处,由于几何不连续性,曲率半径突变,因此该处会产生较大的横向推力,引起较大边缘应力,容易发生弯曲,故需加强。常用的锥壳半顶角α有30°、45°和60°三种。对于锥壳大端,当锥壳半顶角α≤30°时,可以采用无折边结构;当α>30°时,应采用带过渡段的折边结构,同时大端折边锥壳的过渡段转角半径r应不小于封头大端内直径D,的10%,且不小于该过渡段厚度的3倍。而对于锥壳小端,当锥壳半顶角α≤45°,可以采用无折边结构;当α>45°时,应采用带过渡段的折边结构,同时小端折边锥壳的过渡段转角半径r,应不小于封头小端内直径D的5%,且不小于该过渡段厚度的3倍。锥形封头有两种形式,一种是无折边锥形封头,一般用于角度小于等于30℃的场合;另一种是与筒体连接处有一过渡圆弧和一个圆柱直边段的折边锥形风土,就强度而论,锥形封头的结构并不理想,但是封头的型式在很多成和是决定于容器的使用要求。买封头,来浩邦。温州浩邦金属制品有限公司 锥形封头设备设备值得放心。江苏水罐锥形封头生产厂家
温州浩邦金属制品有限公司为您提供 抛光锥形封头设备,欢迎您的来电哦!青海夹套锥形封头重量
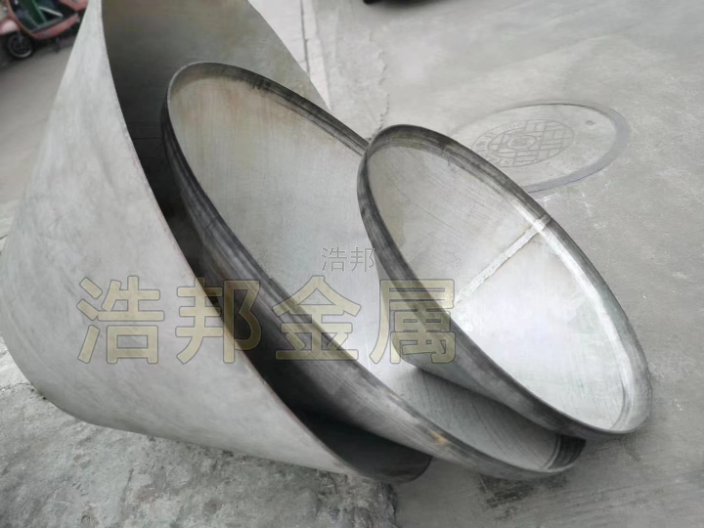
折边锥形封头有3种形式,一是两端(即大端与小端)折边,二是大端折边而小端不折边,三是大端不折边而小端折边。折边锥形封头翻边主要有以下4种方法,一是整体冲压翻边,坯锥制造完成后,冲压折边端;二是分瓣冲压翻边,瓣片下料后,冲压折边端(或段),再组焊;三是滚压翻边,坯锥制造完成后,设备滚压折边端;四是旋压翻边,坯锥制造完成后,旋压大端,如果小端需翻边,则再冲压或滚压小端。此外,还有靠模敲打翻边。1整体冲压翻边整体冲压翻边在油压机(或水压机)上进行。折边锥形封头大端冲压翻边如图。将待翻边的坯锥置于压机上模与下模之间,上模及下模的形状与锥形封头折边的形状相同;下模为一般的封头冲压模,直径略大于折边锥形封头的大端外径。启动油压机后,随着上模的下行,坯锥逐渐变形完成翻边。青海夹套锥形封头重量