标准测量件/工业电脑及软件马波斯给量规制造商提供了他们构建测量站和固定装置所需的部件。提供的部件包括:探针与测量传输元件:机械部件与传感器指示器与显示单元:详述并呈现结果的机械与电子单元信号转换器:转换设备之间的传感器值数据采集系统:将模拟和数字传感器与工业个人电脑连接起来的接口单元工业电脑用于数据处理与控制(嵌入式电脑、平板电脑与工作站)为统计过程和质量控制(SPC)创建分布式工场数据采集系统的应用软件。马波斯为量规与固定装置制造商提供了完整的位移传感器与机械传输元件生产线,以创建**测量应用程序。这些传感器通过光学或者机械位移探测待转换为电子信号的尺寸偏差。RedCrown2™是由马波斯***开发的一款笔试探头,可以在各种应用程序中发挥高水平的计量性能。造型紧凑,测量精细,坚固的设计,易于夹紧等特点使该类型的传感器成为您理想的定制化解决方案。马波斯测量科技是比较有实力数控车床测量仪系统厂家。后数控机床测量仪安装

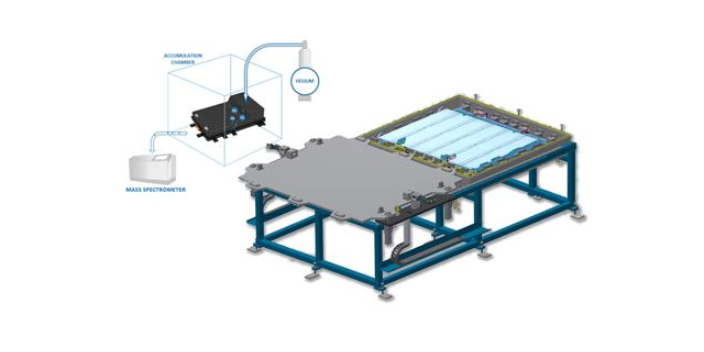
马波斯光谱共焦传感器可在线测量锂离子电池的电极极片。锂离子电池的生产采用R2R工艺,其重点在于在线质量测量,用马波斯光谱共焦传感器可以以非接触测量的方式测量涂布层厚度、极片边缘厚度以及控制极片轮廓并检查极片上的涂布层缺陷。从特征的角度来看,实际上马波斯光谱共焦传感器可测量柔性非透明材料,同时测量大于5微米的薄膜层厚度。这就说明马波斯光谱共焦传感器一定程度上保证了高灵敏度和高精度,是一款真正的同步在线方案测量。天津加工后测量仪报价马波斯测量科技可以供应外圆磨床在线加工测量仪软件。

为了提高所生产工件的质量和延长磨床的使用寿命,市场上已有几十年的系统可用于在工作周期内控制工件尺寸和机器的机械状况。这些设备用于测量工件、测量和减少由于砂轮不平衡引起的振动、分析来自声学传感器、热传感器的信号以及分析机械变形。上面的每个功能都有特定的设备,每个设备都有自己的物理特性和接口。很明显,不同的系统涉及不同的安装模式,使一般工厂和机器逻辑程序复杂化。P7的主要特点是能够连接和管理所有类型的传感器和传感器,从而简化了与PLC或CNC机器的安装和对话模式。此外,**于机器操作员的显示界面也同样均匀,尽管是针对不同功能的。P7是一个模块化设备,其尺寸和性能配置为特定机器的必要控制功能。有一个主板,负责协调和管理不同的卡/功能,并主持与机器逻辑和操作员界面的通信模式。不同周期的编程由**终用户负责,**终用户负责输入参数的适当值,确定加工过程之前、期间和之后要监控的特性。可自动获取工件直径或长度的尺寸,以评估振动、分析噪音、温度,并与编程设定的各种阈值进行比较,以便对机器和/或操作员进行决策。
加工中心及铣床:马波斯开发了各种系统,包含采用无线传输技术的工件检测系统,接触式或非接触式的刀具测量及检查系统,通过各种传感器实现过程监控的系统,这种系统用于检控刀具和机床各部件的状态以及通过安装在主轴上的无线传输电子塞规进行在机尺寸测量。在机床加工中心上进行测量从未如此简单、快速与准确。将马波斯的WRG孔径规用作常规刀具,从刀具库装载到机器主轴中,从而对机械加工零件进行尺寸控制。它的坚固性以及测量精度使得它特别适合大规模生产,很容易适应终端用户的测量要求。部件检测使得能够在机械加工之后进行尺寸检查。这样,用户需要知晓:如果零件在公差范围内,则可进入下个流程如果零件的尺寸低于要求的零件,则需要进一步机械加工如果零件的加工不良以及不在公差范围内,则应立即移除坏的零件,防止进入下个流程提高生产效率、优化机械加工时间和增加对生产零件质量要求,需要针对研磨流程的高性能测量与控制仪器。

如果在不同工业环境中发挥光学技术的优势,不仅可满足传统金属切削加工的应用要求,还能满足新兴成长型行业的要求,例如半导体,生物医药,陶瓷等行业.全新VTSSF-45COMPACT-结构紧凑,性能***新在何处?马波斯推出新款视觉对刀仪:VTSSF-45Compact。其全新的机械设计继续保持市场**的精度和重复精度。而且,全新的小巧尺寸,特别是机床空间有限时,VTSSF-45Compact是理想的选择。除SF-45Compact产品外,VTS产品线还包括中等尺寸的WF-85产品,2023年还将推出WF-170。新产品的推出进一步提高了VTS产品线的灵活性,可安装在更多机床上,测量大量不同尺寸的刀具。亮点和获益VTS采用阴影投影测量原理:照明物体的阴影被投射到摄像头中,摄像头可在一次运动中,用阴影形状采集大量信息,包括刀具长度,静态和动态直径、总指示值(TIR)和切削刃半径。VTS的分辨率可达0.1µm,可测量直径*10µm的刀具并保持高达0.2µm的***重复精度。数据采集期间,刀具可继续保持最高转速转动。也就是说机床操作员无需降低主轴转速,因此,可缩短对刀时间和提高测量精度。FenarL系统可自动测量周期,测量灵活,磨损补偿灵活性,简单再加工,加工速度快,圆度检查。北京主动测量仪技术
界面软件BLU HI的设计让系统有效和易于使用,是中等传感器数量和机器尺寸复杂程度应用程序的理想解决方案。后数控机床测量仪安装
Marposs无线手柄利用蓝牙无线技术克服了手动测量仪器中的电缆管理问题。该信号从电子或机械测量仪表头发送到Marposs数据显示和处理单元之一。坚固可靠的I-Wave手柄,即使在**恶劣的环境下,也可用于操作员的手动测量。所有螺纹为M10、M6或M3.5的测头都可以用适配器轻松安装。星形锁系统进一步增加了手柄的多功能性,该系统允许快速更换仪表头,以实现测头互换性。多波手柄采用蓝牙技术,管理用于同时测量多个截面的多传感器电子测头,检查不同高度的孔的直径和其他几何形状(椭圆度、锥度等)。它可以编程使用的传感器数量(**多7个)或设置其他重要参数与特定的软件。一旦定义了配置参数,它们就会通过蓝牙发送到手柄,然后保存在内存中。所有手柄都可以通过蓝牙将测量数据传输到一个Marposs电子设备,如Nemo、Merlin、MerlinPlus、E9066或10米范围内的任何PC。后数控机床测量仪安装