- 品牌
- 康莱环保
- 服务项目
- 设计、施工
尽管催化燃烧技术在提高能效、降低能耗和减少污染物排放方面展现出了巨大的潜力,但其发展仍面临诸多挑战。一方面,催化剂的研发和制备技术仍需不断创新和完善,以提高催化剂的活性、稳定性和抗中毒能力;另一方面,催化燃烧技术的成本问题也是制约其大规模应用的重要因素之一。此外,如何进一步优化催化燃烧系统的设计和操作策略,以提高整体能效和经济效益,也是未来研究的重点方向。总之,催化燃烧技术作为传统燃烧技术的绿色变革与能效新篇,正以其独特的优势带领着能源利用方式的变革。随着技术的不断进步和应用的不断拓展,我们有理由相信,催化燃烧技术将在未来的能源领域中发挥更加重要的作用,为实现可持续发展目标贡献力量。 化工厂通过催化燃烧技术,对废气进行深度处理,降低对环境的污染,实现绿色生产。珠海催化燃烧常见问题

催化燃烧技术的环保效益1.高净化率催化燃烧技术的净化率通常可达97%以上,甚至在某些高效系统中能够超过99%。这种极高的净化率使得催化燃烧设备在废气治理方面表现尤为出色。它能够有效地去除废气中的有害物质如NOx、VOCs等,减少了对环境的污染。2.低排放催化燃烧设备在相对低温下实现有机物的完全燃烧,极少产生二次污染物。废气排放达到或超过国家和地区的环保标准,更好地保护了周边环境。这种低排放的特性使得催化燃烧技术在环保领域得到了广应用和认可。3.广的适用性催化燃烧技术不仅适用于工业废气的治理还广应用于汽车尾气净化、家用燃气燃烧等领域。其高效的燃烧效率和低排放的特点使得它在各个领域都展现出了巨大的潜力和优势。 珠海催化燃烧常见问题催化燃烧技术助力电子厂减少废气排放,满足环保要求。

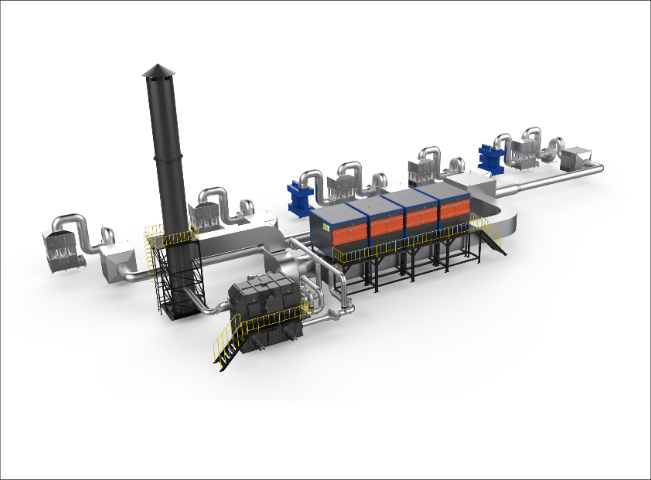
催化燃烧设备由多个关键部件组成。进气系统负责将含有有机污染物的废气引入装置,其设计要确保废气能够均匀稳定地进入后续处理单元。预热装置则是为了提升废气温度,使催化反应能够顺利启动,常见的有燃气燃烧器或电加热器等。催化反应器是关键部分,内部装填有催化剂,废气在这里发生催化氧化反应。反应器的结构设计需考虑气流分布、温度控制等因素,以保证催化剂充分发挥作用。换热系统用于回收反应后的热量,将其传递给进入的冷废气,提高能源利用率,例如采用热交换器实现热量的高效传递。净化后的气体经过排气系统达标排放。此外,还有温度传感器、压力传感器等监测控制装置,实时监控设备运行状态,确保各参数处于比较好范围,保障催化燃烧过程的稳定高效运行。
在塑胶行业的废气处理中,催化燃烧原理首先涉及到废气的收集与预处理。含有挥发性有机化合物(VOCs)的塑胶废气被收集系统集中起来,经过初步过滤去除其中的颗粒物等杂质,以防止对后续催化燃烧装置造成损害并确保反应的顺利进行。然后,预处理后的废气被送入到装有催化剂的反应室。催化剂通常采用贵金属(如铂、钯等)或过渡金属氧化物等具有高活性的物质。这些催化剂能够降低有机废气发生氧化反应所需的活化能,使得原本需要在较高温度下才能进行的燃烧反应,在相对较低的温度(一般 200 - 450℃)条件下就能高效发生。新能源厂采用高效催化燃烧技术,助力清洁能源发展,减少碳排放。
电子工业在快速发展的同时,也面临着生产过程中产生的废气、废水等环境问题。特别是在半导体制造、电子元器件封装等环节中,会产生大量含有有害气体的废气。催化燃烧技术凭借其高效、低污染的特点,在电子行业废气处理中发挥着重要作用。通过定制化设计催化燃烧系统,可以针对电子行业废气的特定成分进行高效处理。例如,针对含氟废气,可选用具有强氟化物催化分解能力的催化剂;对于含氨废气,则可选择适宜的催化剂进行催化氧化处理。这样不仅能够有效降低废气中的有害物质浓度,还能回收废气中的有用成分,实现资源的比较大化利用。 催化燃烧技术有效去除VOCs,保护空气质量,守护蓝天白云。洛阳涂装厂催化燃烧常见问题
催化燃烧技术的发展将推动相关产业的发展和进步。珠海催化燃烧常见问题
催化燃烧技术因其高效、环保的特性,被广泛应用于各个领域:工业废气处理:催化燃烧设备可用于处理石油、化工、橡胶、涂料、印刷等行业产生的有机废气。这些废气中含有大量有毒有害物质,如不进行处理将对环境和人体健康造成严重危害。汽车制造业:在涂装、烘干等环节会产生大量有机废气,催化燃烧设备可有效处理这些废气,实现环保排放。电子制造业:可用于处理印刷电路板、半导体等生产过程中产生的有害有机废气。医药制造业:医药制造业在生产过程中会产生含有有毒有害物质的废气,催化燃烧设备可实现对这些废气的有效处理。餐饮业:催化燃烧设备可用于处理餐饮业油烟排放问题,改善空气质量。珠海催化燃烧常见问题

催化燃烧技术是一种在催化剂作用下,加速燃料与氧化剂之间化学反应的过程。通过催化剂的催化作用,燃料可以在更低的温度下实现完全氧化反应,转化为二氧化碳和水,同时释放出大量热能。与传统的燃烧方式相比,催化燃烧技术具有起燃温度低、能耗小、污染少等明显优势。起燃温度低:催化剂的加入明显降低了燃料的点火温度,使得燃烧反应在较低的温度下即可进行,从而减少了预热时间和能源消耗。能耗小:由于起燃温度低,催化燃烧过程中的热损失减少,能源利用效率明显提高。此外,部分催化燃烧设备还具备热能回收功能,进一步降低了能耗。污染少:催化燃烧技术能够确保燃料在低温下实现完全燃烧,大幅减少了传统燃烧过程中产生的一氧化...
- 中山VOCS催化燃烧工程 2024-12-28
- 汕尾喷涂设备催化燃烧厂家 2024-12-28
- 咸宁印刷厂催化燃烧处理 2024-12-28
- 信阳印刷厂催化燃烧方法 2024-12-28
- 中山有机废气催化燃烧大概价格 2024-12-28
- 云浮新能源厂催化燃烧设备 2024-12-28
- 漳州注塑工艺催化燃烧答疑解惑 2024-12-28
- 信阳电子厂催化燃烧答疑解惑 2024-12-28
- 佛山有机废气催化燃烧常见问题 2024-12-28
- 新乡喷涂设备催化燃烧厂家 2024-12-28



- 惠州电子厂催化燃烧常见问题 2024-12-28
- 抚州涂装厂催化燃烧供应商 2024-12-28
- 云浮电子厂催化燃烧大概价格 2024-12-28
- 深圳电子厂催化燃烧常见问题 2024-12-28
- 喷涂设备催化燃烧方法 2024-12-27
- 成都新能源厂催化燃烧供应商 2024-12-27



- 中山有机废气催化燃烧大概价格 12-28
- 云浮新能源厂催化燃烧设备 12-28
- 漳州注塑工艺催化燃烧答疑解惑 12-28
- 信阳电子厂催化燃烧答疑解惑 12-28
- 佛山有机废气催化燃烧常见问题 12-28
- 新乡喷涂设备催化燃烧厂家 12-28
- 郑州注塑工艺催化燃烧厂家 12-28
- 江门新能源厂催化燃烧方法 12-28
- 河源印刷厂催化燃烧厂家 12-28
- 咸宁催化燃烧处理 12-28