- 品牌
- 康莱环保
- 服务项目
- 设计、施工
汽车制造业是另一个催化燃烧技术广泛应用的领域。在汽车制造过程中,涂装、烘干等环节会产生大量有机废气。这些废气如果直接排放到大气中,将对环境造成严重影响。催化燃烧设备的应用为汽车行业提供了有效的解决方案。在汽车尾气处理系统中,催化燃烧技术被广泛应用于三元催化转化器中。通过催化剂的作用,尾气中的一氧化碳、氮氧化物和碳氢化合物等有害物质被转化为无害的二氧化碳、氮气和水蒸气。这一技术的应用不仅明显降低了汽车尾气的污染物排放,还提高了燃油的经济性和发动机的性能。 催化燃烧装置的设计需要考虑气流的均匀分布和温度控制。绵阳新能源厂催化燃烧

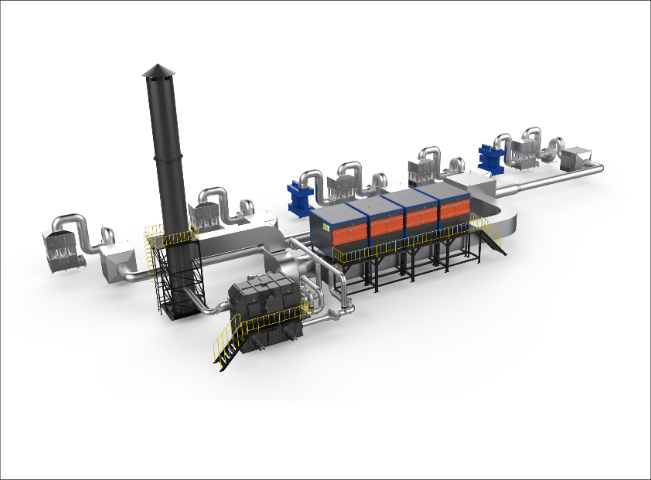
催化燃烧设备在电子厂的设计与优化,是确保废气处理效率与运行稳定性的关键。设备设计需综合考虑废气成分、流量、温度、湿度等因素,以及工厂的空间布局和运营成本。一般而言,催化燃烧系统包括预处理单元、催化反应单元和热能回收单元。预处理单元主要用于去除废气中的颗粒物、油雾等杂质,防止催化剂中毒或堵塞;催化反应单元则是关键部分,通过催化剂的作用实现有机物的高效氧化;热能回收单元则利用反应产生的热量,预热进入系统的废气或用于其他工艺过程,实现能量的循环利用。优化催化燃烧设备的重点在于催化剂的选择与布置、反应温度的控制以及热能回收效率的提升。催化剂的选择需依据废气成分进行匹配,确保催化活性高、稳定性好且寿命长。反应温度的控制则直接影响催化效率和能耗,需通过精确的温度传感器和控制系统实现自动调节。此外,热能回收单元的设计也应注重效率与成本的平衡,采用高效换热器、热管等技术,比较大限度地提高能量回收率。开封催化燃烧采用催化燃烧技术处理VOCS废气,是企业实现绿色发展的必然选择。

一种好的催化剂必须具备以下特性:活性高:催化剂的活性直接影响催化燃烧的化学转化率。而转化率不仅与催化活性材料自身的活性有关,而且与催化载体的物理形状有着直接关系。因此,在选择适应的催化活性材料的同时,还必须考虑催化载体的物理形状,以保证催化剂有较高的活性,达到催化燃烧净化的目的。热稳定性好:由于废气的温度随时变化,如果催化剂不能适应一定范围内的温度变化,其性能就会下降,净化效率就会降低。因此,催化剂必须具备适应一定范围内温度变化的能力。强度高:在催化燃烧过程中,催化剂往往会因高温、振动和气流等因素的作用而产生破裂和磨损,导致活性降低,增加催化剂床层的压降,影响净化效果。因此,催化剂必须具备较高的强度。寿命长:催化活性材料大都比较昂贵,所以设计时选用催化剂时应尽量使用寿命较长的催化剂。
催化燃烧,顾名思义,是指在催化剂的作用下,使可燃物质在较低的温度下实现完全氧化的过程。与传统燃烧技术相比,催化燃烧的比较大特点在于其能在较低的温度下实现高效燃烧,这主要得益于催化剂的加入。催化剂通过降低反应活化能,加速了氧化反应的速率,从而提高了燃烧效率,减少了有害物质的生成。此外,催化燃烧还具有启动快、操作温度范围宽、安全性高等优点,使其在工业废气处理、汽车尾气净化、家用燃气具节能等多个领域展现出广阔的应用前景。 喷涂设备采用催化燃烧技术,对喷涂过程中产生的废气进行高效净化,确保工作环境清洁,员工健康。
尽管催化燃烧技术在电子厂废气处理中展现出了明显的优势,但其在实际应用中仍面临一些挑战。首先,催化剂的成本较高,且易受废气中杂质的影响而中毒或失活,导致更换频繁,增加了运营成本。其次,催化燃烧系统对于废气预处理的要求较高,若预处理不当,容易影响催化效率和设备寿命。此外,随着电子产品的不断更新换代,废气成分也日益复杂,对催化剂的选择和系统设计提出了更高的要求。面对这些挑战,未来催化燃烧技术的发展趋势将更加注重催化剂的创新与优化,开发低成本、高活性、长寿命的新型催化剂,以及具有更强抗中毒能力的催化剂材料。同时,加强废气预处理技术的研究,提高预处理效率,减少对催化剂的负面影响。此外,智能化、自动化技术的应用也将成为催化燃烧系统升级的重要方向,通过智能控制系统实现更精确的运行调节和故障预警,提高系统的稳定性和可靠性。另外,随着碳中和目标的提出,如何进一步提高催化燃烧系统的能源利用效率,实现废热的高效回收和再利用,也将成为未来研究的重点。在环保政策日益严格和电子技术快速发展的背景下,催化燃烧技术作为电子厂废气处理的有效手段,其重要性不言而喻。 催化燃烧技术对于改善环境质量、促进可持续发展具有重要意义。佛山有机废气催化燃烧工程
催化燃烧技术的研究和应用需要跨学科的合作和交流。绵阳新能源厂催化燃烧
以某大型电子厂为例,该厂在生产过程中产生了大量含有苯、甲苯、二甲苯等有害物质的废气。为了改善环境质量,降低排放污染,该厂引入了先进的催化燃烧处理系统。系统采用了高效贵金属催化剂,能够在较低温度下高效去除废气中的VOCs,去除率达到了98%以上。同时,系统还配备了智能控制系统,能够根据废气流量和浓度自动调节催化反应单元的工作状态,确保处理效果稳定可靠。在实际运行过程中,该系统不仅明显降低了废气排放浓度,达到了国家排放标准,还通过热能回收单元实现了能源的再利用,每年节省了大量的能源消耗成本。此外,由于催化燃烧技术的运行维护相对简单,减少了人工干预和故障率,提高了整体运营效率。该电子厂的成功案例,为其他电子企业提供了宝贵的经验借鉴,推动了催化燃烧技术在电子行业的广泛应用。绵阳新能源厂催化燃烧

汽车制造业是另一个催化燃烧技术广泛应用的领域。在汽车制造过程中,涂装、烘干等环节会产生大量有机废气。这些废气如果直接排放到大气中,将对环境造成严重影响。催化燃烧设备的应用为汽车行业提供了有效的解决方案。在汽车尾气处理系统中,催化燃烧技术被广泛应用于三元催化转化器中。通过催化剂的作用,尾气中的一氧化碳、氮氧化物和碳氢化合物等有害物质被转化为无害的二氧化碳、氮气和水蒸气。这一技术的应用不仅明显降低了汽车尾气的污染物排放,还提高了燃油的经济性和发动机的性能。 电子厂借助催化燃烧系统,对生产过程中产生的废气进行净化处理,确保生产环境的安全与环保。贵阳涂装厂催化燃烧供应商 未来发展...
- 咸宁印刷厂催化燃烧处理 2025-01-05
- 南平VOCS催化燃烧工程 2025-01-05
- 云浮涂装厂催化燃烧厂家 2025-01-04
- 咸宁印刷厂催化燃烧常见问题 2025-01-04
- 龙岩喷涂设备催化燃烧方法 2025-01-04
- 梅州化工厂催化燃烧工程 2025-01-04
- 漳州VOCS催化燃烧 2025-01-04
- 中山化工厂催化燃烧工程 2025-01-04
- 襄阳化工厂催化燃烧设计 2025-01-04
- 赣州新能源厂催化燃烧设备 2025-01-04



- 洛阳涂装厂催化燃烧方法 2025-01-04
- 绵阳涂装厂催化燃烧设计 2025-01-04
- 吉安化工厂催化燃烧答疑解惑 2025-01-04
- 东莞化工厂催化燃烧设备 2025-01-04
- 漳州喷涂设备催化燃烧供应商 2025-01-04
- 黄石电子厂催化燃烧设计 2025-01-04



- 龙岩喷涂设备催化燃烧方法 01-04
- 梅州化工厂催化燃烧工程 01-04
- 漳州VOCS催化燃烧 01-04
- 中山化工厂催化燃烧工程 01-04
- 襄阳化工厂催化燃烧设计 01-04
- 赣州新能源厂催化燃烧设备 01-04
- 佛山化工厂催化燃烧常见问题 01-04
- 咸宁印刷厂催化燃烧设计 01-04
- 汕尾印刷厂催化燃烧设计 01-04
- 黄冈新能源厂催化燃烧答疑解惑 01-04