不锈钢封头成型方式不锈钢封头作为一种重要的管道连接件,广泛应用于化工、石油、医药、食品等行业。它的成型方式直接影响着不锈钢封头的质量和使用寿命。本文将为您介绍不锈钢封头的成型方式,以及相关的制作主题和内容,帮助您了解不锈钢封头的制作过程和关键亮点。不锈钢封头的成型方式主要包括冷加工和热加工两种方法。下面将详细介绍这两种方式的特点和应用场景。1.冷加工方式冷加工方式是指在室温下对不锈钢材料进行成型加工。它具有以下几个亮点:(1)适用范围广:冷加工方式适用于各种类型的不锈钢材料,包括不锈钢板、不锈钢管等。(2)精度高:冷加工方式可以保证不锈钢封头的尺寸精度和表面质量,满足各种精密的工程要求。(3)成本较低:相比热加工方式,冷加工方式的设备和工艺要求相对简单,成本较低。2.热加工方式热加工方式是指在高温下对不锈钢材料进行成型加工。它具有以下几个亮点:(1)适用于大尺寸封头:热加工方式适用于制作大尺寸的不锈钢封头,能够满足特殊工程的需求。(2)制作周期短:热加工方式可以快速完成不锈钢封头的成型,提高生产效率。(3)适用于特殊材料:某些特殊材料只能通过热加工方式进行成型,如高温合金等。温州浩邦金属制品有限公司是一家专业提供 抛光锥形封头设备的公司,有想法的可以来电咨询!辽宁管子锥形封头厂家直销
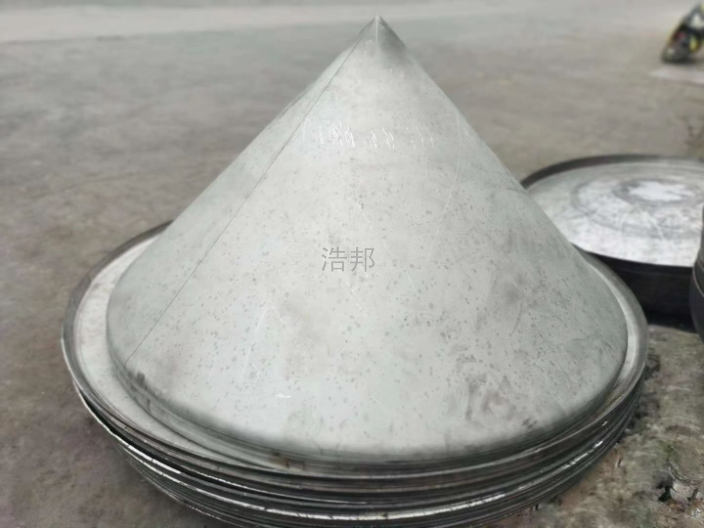
锥形封头的使用环境:在决定采用锥形封头的时候一定要适当考虑实际的使用环境,以为它对锥形封头的使用效果有很大的影响。而且在使用过程中,有时还需要对锥形封头进行加固,这是什么原因呢?锥形封头根据你的设备,做好相应的锥形封头,再根据锥形封头的外圆周长而做圆筒,而锥形封头与圆筒之间焊接之时,首先将锥形封头放在圆筒上面。锥形封头在所有封头产品中是非常突出的,因为它的上部呈现的是一个锥子的形状,通常被应用在轻度密封的场所。但是由于其底部比上部体积大,因此承受的压强也是大的,而不均匀的压强会导致封头的不稳定。为了适应生产的要求,必须对锥形封头进行加固,以此来达到好的使用效果。从中我们也可以看出,封头不是随便乱用的,不仅是在产品的选型上,封头的安装使用上也都要以实际应用环境为基本的依据。福建316L锥形封头标准温州浩邦金属制品有限公司为您提供 抛光锥形封头设备,欢迎您的来电哦!

2分瓣冲压翻边分瓣冲压翻边在油压机(或水压机)上进行,用于先分瓣成形后再拼接的折边锥形封头的瓣片翻边,其工艺装备(胎具除外)、成形方法与先分瓣成形后再拼接的冲压凸形封头的瓣片相同,不再赘述。但若折边锥形封头长度较大,需依大小端直径、厚度等分段、分瓣成形,折边段瓣片冲压翻边,无折边段瓣片压制成形。3滚压翻边滚压翻边在翻边机上进行,可完成锥形封头大端、小端或大小端同时翻边,因旋压、冲压可完成锥形封头大端翻边,所以翻边机主要用于锥形封头的小端翻边,将坯锥置于翻边机的两个成一定角度摆放的托辊上,两个托辊之间的角度可调,在工作时,两个托辊可转动,主要起支撑作用。在工作时,辅助轮转动,主要起稳定坯锥的作用。托轮相当于下模,其形状与折边形状相近。启动折边机后,随着坯锥在托辊和托轮上旋转,压力轮和托轮滚动完成小端翻边。
锥形封头的参数及应用领域:应用于许多化工设备(如蒸发器,喷雾干燥器,结晶器及沉降器等)的底盖,锥壳大端连接处的Q值图中间值用内插法。加强区长度,锥壳加强段的长度L1不应小于;圆筒加强段的长度L不应小于。2.锥体小端锥体小端与圆筒连接时,小端锥壁厚设计:以p/([s]tj)与半顶角a的值,查确定锥壳小端连接处的加强图,锥壳小端连接处的Q值图当其交点位于曲线之上方时,不必局部加强。计算壁厚d的计算同大端。当其交点位于图中曲线下方时,则需要局部加强。其计算壁厚的公式为式中Dis-锥体小端内直径,mm;Q-应力增值系数,由确定锥壳小端连接处的Q值图查出。在任何情况下,加强段的厚度不得小于相连接的锥壳厚度。锥壳加强段的长度L1不应小于;圆筒加强段的长度L不应小于。3.无折边锥壳的厚度当无折边锥壳的大端或小端,或大、下端同时具有加强段时,应分别按式(4-32)、(4-33)、(4-34)分别确定锥壳各部分厚度。若整个锥形封头采用同一厚度时,应取上述各部分厚度中的大值作为封头的厚度。㈡折边锥形封头或锥形筒体采用带折边锥体作封头或变径段可以降低转角处的应力集中。根据半顶角的大小,分为三种情况:当锥体大端的半顶角a>30°时,应采用带过渡段的折边结构。锥形封头设备,就选温州浩邦金属制品有限公司,有想法的可以来电咨询!

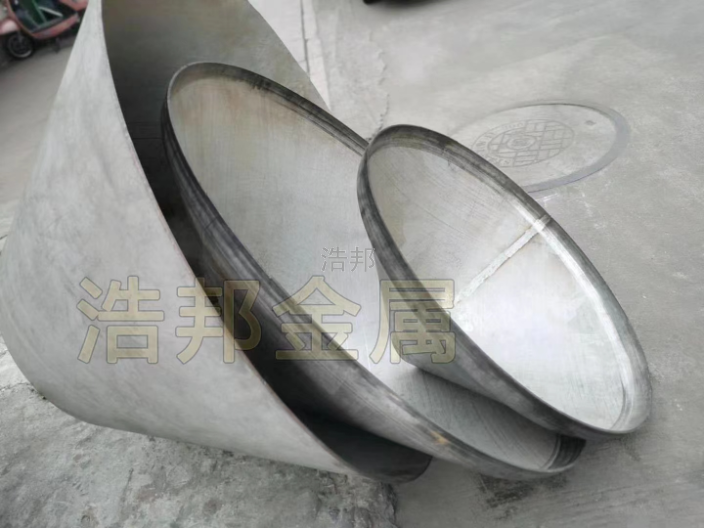
无折边锥形封头就是一段圆锥体,由于锥体与筒体直接连接,连接处壳体形状突变而不连续,产生较大的局部应力,这一应力的取决于锥体半顶角α的大小,α越大,应力越大;反之则小。对无折边锥形封头作了如下三点限制:(1)无折边锥形封头只适用于锥体半顶角α≤30°的情况;(2)当α>30°时则须采用折边锥体的型式,否则必须用应力分析方法进行计算;(3)无折边锥形封头连接处的对接焊缝必须采用全焊透结构。2、折边锥形封头包括圆锥体、折边和圆筒体三个部分,多用于锥体半顶角α>30°的场合。因α越大锥体应力越大,所需壁厚也越大,加工就越困难。所以,除非特殊需要,带折边锥形封头的半顶角一般不大于45°。此外,折边的内半径r越大,封头受力状态越好,折边内半径r应不小于锥体大端内径dn的10%及锥体厚度的3倍无折边锥形封头一般应用于容器两端,而折边锥形封头一般焊接于两公称直径不同的筒体中间,使两公称直径不同的筒体连为一体!另不同意一楼所说的"因为折边后的焊接是直边的对接",折边锥形封头分为单折边锥形封头和双折边锥形封头,单折边锥形封头有一边并非直边对接,与其相对接的筒节或其它壳体是有一定角度的!温州浩邦金属制品有限公司为您提供 抛光锥形封头设备,有需求可以来电咨询!陕西翻边锥形封头高度
锥形封头设备,就选温州浩邦金属制品有限公司,用户的信赖之选,有想法的不要错过哦!辽宁管子锥形封头厂家直销
不锈钢标准封头生锈的原因可能是多方面的。首先,它的表面可能受到了各种污染物的侵蚀,比如空气中的灰尘、油脂或者其他化学物质。这些污染物会在封头的表面形成一层薄薄的膜,阻碍了氧气与金属表面的接触,导致了氧化反应的减缓。这种缺乏氧气的环境容易导致封头表面的金属氧化,从而产生锈迹。其次,如果不锈钢标准封头长时间暴露在高湿度的环境中,也容易引起生锈。湿度高会导致空气中的水分接触到金属表面,形成氧化反应。尤其是如果环境中存在盐分或者其他腐蚀性物质,会加速金属的氧化过程,使封头表面出现更明显的锈迹。为了避免不锈钢标准封头生锈,我们可以采取一些预防措施。首先,尽量避免暴露在高湿度的环境中,尤其是在有盐分或者腐蚀性物质的场所。其次,在使用和存放时要保持封头的表面清洁,定期清理污垢和污染物,避免形成阻碍氧气接触的膜。另外,可以考虑使用一些防锈剂或者进行表面处理,提高不锈钢封头的抗腐蚀性能。总之,不锈钢标准封头生锈是由于表面受到污染物侵蚀或长期暴露在高湿度环境中,导致氧化反应的发生。通过了解生锈的原因,并采取相应的预防措施,可以有效延长封头的使用寿命,提高其抗腐蚀性能。 辽宁管子锥形封头厂家直销