- 品牌
- 康莱环保
- 服务项目
- 设计、施工
催化燃烧是一种高效的废气处理技术,其关键原理在于借助催化剂的作用降低有机物的氧化反应活化能。在这一过程中,废气中的有机污染物先通过进气系统进入催化燃烧装置。当废气经过预热后,在催化剂的活性位点上,有机分子与氧气发生反应。与传统的直接燃烧相比,它无需极高的温度就能使有机物迅速氧化分解为二氧化碳和水等无害物质。例如,对于一些挥发性有机化合物(VOCs),在贵金属催化剂(如铂、钯等)的催化下,能够在较低温度(通常 200 - 450℃)下实现高效转化。催化剂的存在改变了反应路径,极大地提高了反应速率,减少了能源消耗,同时也降低了燃烧过程中氮氧化物等有害副产物的生成,使得催化燃烧成为处理工业废气的理想选择之一。目前关于催化燃烧的科研方向主要包括新型催化剂的开发、吸附材料的深入研究以及催化燃烧系统的优化等方面。黄石化工厂催化燃烧供应商

催化燃烧在众多工业领域都有着广泛的应用。在石油化工行业,炼油、化工生产过程中会产生大量含有烃类、苯系物等的废气,催化燃烧能够有效处理这些废气,降低对环境的污染,满足环保排放要求。在涂装行业,如汽车制造、家具涂装等,喷漆过程中挥发的有机溶剂可通过催化燃烧进行净化,避免有机溶剂直接排放对大气造成的光化学污染。印刷行业中,油墨挥发产生的有机废气也能借助催化燃烧技术进行处理。此外,在橡胶塑料加工、制药等行业,催化燃烧同样发挥着重要作用,它不仅能够解决废气污染问题,还能在一定程度上回收废气中的热能,降低企业的能源消耗与处理成本,为企业的可持续发展和环境保护提供有力支持。潮州涂装厂催化燃烧供应商印刷厂采用催化燃烧技术,大幅减少VOCs排放,改善工作环境。

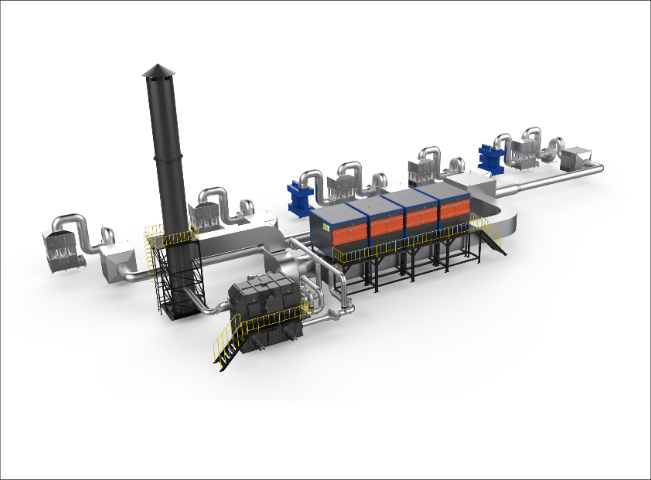
催化燃烧的优势高效净化:催化燃烧设备采用催化剂加速有机废气的氧化分解,具有较高的净化效率,能将有机废气中的有害物质转化为无害的二氧化碳和水。运行稳定:催化燃烧设备具有运行稳定、维护简便的特点,能够在高温、高压等恶劣环境下长期稳定工作。节能减排:催化燃烧设备采用蓄热式燃烧技术,能够实现热量的回收利用,降低能源消耗,减少碳排放。占地面积小:催化燃烧设备结构紧凑,占地面积小,便于安装和调试。投资回报期短:催化燃烧设备投资成本相对较低,且具有较长的使用寿命,投资回报期短。适应性强:催化燃烧设备可根据不同行业、不同工艺的废气特点进行定制化设计,具有很强的适应性。
能耗低的明显优势1.低起燃温度,高效燃烧相较于传统的火焰燃烧,催化燃烧技术比较大的优势在于其极低的起燃温度。传统燃烧方式往往需要较高的温度才能维持稳定的燃烧,这不仅消耗了大量的能源,还可能导致能源的浪费。而催化燃烧技术通过催化剂的作用,能够在较低的温度下(约300°C-500°C)实现高效燃烧,明显降低了能耗。这种低温燃烧的特性,使得催化燃烧设备在启动时就能迅速达到稳定状态,无需长时间预热,从而进一步降低了能耗。2.高效的热回收系统催化燃烧设备在设计上充分考虑了热能的回收与利用。设备内部通常配备有高效的热回收系统,能够将燃烧过程中产生的热能进行回收并再利用。这种热回收方式不仅提高了能源的利用率,还进一步降低了运行成本。据统计,催化燃烧设备的热回收效率往往能够达到95%以上,远高于传统燃烧方式。这种高效的热回收机制,使得催化燃烧技术在节能减排方面表现尤为突出。3.提高燃料热利用率在传统的燃烧过程中,大量的热量被浪费在烟气排放和未完全燃烧的可燃物质中。而催化燃烧技术通过催化剂的作用,提高了燃料的热利用率,减少了未完全燃烧产物的生成。这不仅降低了能耗,还大幅减少了废气中污染物的排放量。 化工厂利用催化燃烧技术处理废气,实现绿色生产,降低环境风险。

化工行业是催化燃烧技术的主要应用领域之一。在化工生产过程中,往往会排放出大量含有有机物的废气,如苯、甲苯、二甲苯等。这些有机物不仅对环境造成污染,还可能对人体健康产生危害。催化燃烧设备能够高效地将这些有机物转化为无害物质,从而降低废气排放对环境和人体的影响。在精细化工品的生产、农药、染料的合成等各个环节中,催化燃烧设备都发挥着重要作用。通过精确控制温度和空气流量,结合高效催化剂的作用,催化燃烧设备能够确保废气中的有机物在较低的温度下完全氧化分解,实现无害化处理。这一技术的应用不仅大幅降低了化工企业的废气处理成本,还明显提升了环保效益,推动了化工行业的绿色转型。 催化剂通过降低反应的活化能,使得废气中的可燃物质在较低温度下就能完全燃烧。遵义印刷厂催化燃烧大概价格
催化剂的再生技术对于延长催化剂寿命、降低运行成本具有重要意义。黄石化工厂催化燃烧供应商
尽管催化燃烧技术在电子厂废气处理中展现出了明显的优势,但其在实际应用中仍面临一些挑战。首先,催化剂的成本较高,且易受废气中杂质的影响而中毒或失活,导致更换频繁,增加了运营成本。其次,催化燃烧系统对于废气预处理的要求较高,若预处理不当,容易影响催化效率和设备寿命。此外,随着电子产品的不断更新换代,废气成分也日益复杂,对催化剂的选择和系统设计提出了更高的要求。面对这些挑战,未来催化燃烧技术的发展趋势将更加注重催化剂的创新与优化,开发低成本、高活性、长寿命的新型催化剂,以及具有更强抗中毒能力的催化剂材料。同时,加强废气预处理技术的研究,提高预处理效率,减少对催化剂的负面影响。此外,智能化、自动化技术的应用也将成为催化燃烧系统升级的重要方向,通过智能控制系统实现更精确的运行调节和故障预警,提高系统的稳定性和可靠性。另外,随着碳中和目标的提出,如何进一步提高催化燃烧系统的能源利用效率,实现废热的高效回收和再利用,也将成为未来研究的重点。在环保政策日益严格和电子技术快速发展的背景下,催化燃烧技术作为电子厂废气处理的有效手段,其重要性不言而喻。 黄石化工厂催化燃烧供应商
电子工业在快速发展的同时,也面临着生产过程中产生的废气、废水等环境问题。特别是在半导体制造、电子元器件封装等环节中,会产生大量含有有害气体的废气。催化燃烧技术凭借其高效、低污染的特点,在电子行业废气处理中发挥着重要作用。通过定制化设计催化燃烧系统,可以针对电子行业废气的特定成分进行高效处理。例如,针对含氟废气,可选用具有强氟化物催化分解能力的催化剂;对于含氨废气,则可选择适宜的催化剂进行催化氧化处理。这样不仅能够有效降低废气中的有害物质浓度,还能回收废气中的有用成分,实现资源的比较大化利用。 在工业生产中,催化燃烧技术广泛应用于涂装、电子、印刷等行业废气处理,有效减少了有害气体排放...
- 咸宁印刷厂催化燃烧常见问题 2025-01-04
- 龙岩喷涂设备催化燃烧方法 2025-01-04
- 梅州化工厂催化燃烧工程 2025-01-04
- 中山化工厂催化燃烧工程 2025-01-04
- 襄阳化工厂催化燃烧设计 2025-01-04
- 赣州新能源厂催化燃烧设备 2025-01-04
- 咸宁印刷厂催化燃烧设计 2025-01-04
- 黄冈新能源厂催化燃烧答疑解惑 2025-01-04
- 绵阳涂装厂催化燃烧设计 2025-01-04
- 吉安化工厂催化燃烧答疑解惑 2025-01-04

- 襄阳电子厂催化燃烧设计 2025-01-04
- 贵阳催化燃烧答疑解惑 2025-01-04
- 黄冈印刷厂催化燃烧处理 2025-01-04
- 汕头喷涂设备催化燃烧供应商 2025-01-04
- 潮州有机废气催化燃烧答疑解惑 2025-01-04
- 新余注塑工艺催化燃烧设计 2025-01-03


- 襄阳化工厂催化燃烧设计 01-04
- 赣州新能源厂催化燃烧设备 01-04
- 咸宁印刷厂催化燃烧设计 01-04
- 黄冈新能源厂催化燃烧答疑解惑 01-04
- 绵阳涂装厂催化燃烧设计 01-04
- 吉安化工厂催化燃烧答疑解惑 01-04
- 东莞化工厂催化燃烧设备 01-04
- 漳州喷涂设备催化燃烧供应商 01-04
- 黄石电子厂催化燃烧设计 01-04
- 绵阳涂装厂催化燃烧处理 01-04