封头的酸洗操作步骤及作业标准封头类产品加工生产中,其中有一道工序叫做酸洗。之所以要进行酸洗,主要是希望通过这一到工序来将成型封头表面的焊渣、熔渣、油污及氧化皮等污物清洗干净。那么,具体的酸洗步骤该如何进行呢?在酸洗操作过程中,具体的检验标准又是什么呢?接下来我们来了解一下具体的酸洗操作步骤:1、先根据待处理的封头产品情况,确定具体的工艺流程;2、工作时,戴好劳保物品,将酸液均匀涂满产品的外表面,进行初步清洗;3、结束后,大量使用大量清水进行冲洗。在表面形成一层钝化膜;4、检查污物是否处理干净,凡是不符合要求的产品,要及时进行返工。酸洗作业的具体参照标准:,工作人员首先是参照工艺卡内容,和实物对照确认封头产品的具体材质,数量,炉批号,指令号,单件号,检查有无鼓包,裂纹等缺陷;第二,穿戴好劳保用品,配置好酸洗液,将配制好的酸洗液均匀的涂在产品表面;第三,切记,酸洗过程中不得有明显的腐蚀痕迹;第四,氧化皮彻底去除,焊缝热影响区域及热加工封头表面不得有氧化色。同时还要注意,在加工封头产品的时候,其焊缝中的飞溅物以及熔渣等杂质必须要彻底清理干净。温州浩邦金属制品有限公司致力于提供 锥形封头设备,欢迎您的来电!重庆加高锥形封头重量

制造封头的注意事项:无论从事哪一项工作,首先要注意的就是安全,其实就是在产品生产当中的关于相关的产品一些注意事项,温州浩邦封头厂在封头行业已立足十余年,也将封头制造的相关注意事项告诉大家:1、封头的制造、检验与验收除应符合本标准规定外,还应复合图样或订货技术协议要求。2、封头制造单位应建立健全复合国家压力容器安全监察机构有关法规要求的质量体系,以保证封头质量。3、封头的拼焊应由持有相应资格的“锅炉压力容器焊工合格证书”的人员担任。4、封头的无损检测应由持有相应种类和技术等级的“锅炉压力容器无损检测人员资格证”的人员担任。对分析设计的封头进行无损检测的人员,其技术等级不得低于Ⅱ级。5、凡制造封头的钢板应有用以检测和追踪的确认标记。在制造过程中,如原有确认标记倍裁掉或钢板分成几块,应与钢板切割前完成标记的移植。确认标记的表达方式由封头制造单位规定。6、对于有防腐要求的不锈钢以及复合钢板制封头,不得在防腐蚀面采用硬印作为材料的确认标记和焊工标志。7、对于低温压力容器用封头及需进行疲劳分析设计的封头,不得采用硬印作为材料的确认标记和焊工标志。陕西大口径锥形封头锥形封头设备,就选温州浩邦金属制品有限公司,让您满意,欢迎新老客户来电!

近日,一项名为反压冲孔平底封头的创新技术正在工业制造领域引发关注。该技术源自国内科研机构,其独特的冲孔工艺和封头技术被广泛应用于各种工业制造领域,为提升生产效率、降低成本、增强产品质量提供了新的解决方案。反压冲孔平底封头技术是一种先进的金属加工方法,通过精确控制冲孔过程和封头形状,实现高精度、高质量的零件制造。与传统的冲孔工艺相比,反压冲孔平底封头技术具有更高的生产效率和更低的材料浪费,同时能够制造出更复杂的零件形状,满足各种工业需求。据了解,反压冲孔平底封头技术的主要在于使用一种特殊的冲头和模具设计,能够在冲孔过程中实现对材料的精确控制。通过这种技术,可以在短时间内完成高质量的冲孔作业,而且无需使用大量的劳动力。此外,该技术还能够大幅度降低废料和能源的消耗,为工业制造领域带来明显的经济效益和环保效益。目前,反压冲孔平底封头技术已经被广泛应用于汽车、航空航天、电子设备、建筑等领域。例如,在汽车制造业中,该技术被用于制造各种高精度零件,如油箱、发动机部件等。在建筑领域,反压冲孔平底封头技术则被用于制造各种金属结构件,如桥梁、高层建筑的支撑结构等。
锥形封头制作工艺:1—上模;2—工件;3—下模将待翻边的坯锥置于压机下模与压边圈之间,下模及压边圈的形状与锥形封头折边的形状相同;上模为一般的封头冲压模,直径与折边锥形封头的小端内径相同。启动油压机后,随着上模的下行,坯锥逐渐变形完成翻边。1—上模;2—压边圈;3—毛坯整体冲压翻边的优点是生产效率高,适用的壁厚范围较大,批量生产成本低。缺点是模具造价高,加工困难,因锥形封头规格不同而使模具数量增多,单件生产时,会因模具的加工使制造成本大幅增加。随着锥形封头规格的加大,成本提高,且需要大吨位的压机。在极特殊情况下,两端折边锥形封头(包括变径段)采用整体冲压成形,整张板(可接板)环形下料,利用上模和下模,先冲压坯锥大端,然后冲压小端。大端、小端均需多次冲压翻边,小端翻边难度较大。买封头,来浩邦。只需要提供产品型号,用途,会有专业人员马上出方案报价,您可以足不出户进行一对一沟通,也可以远程看厂看货,直到您满意为止。一站式为您轻松搞定,封头,法兰,人孔,统统都能做,不锈钢原产地直发,无任何中间商环节,真正做到省时,省钱,省心。质量有保障。欢迎大家来电咨询。温州浩邦金属制品有限公司致力于提供 抛光锥形封头设备,有想法可以来我司咨询!

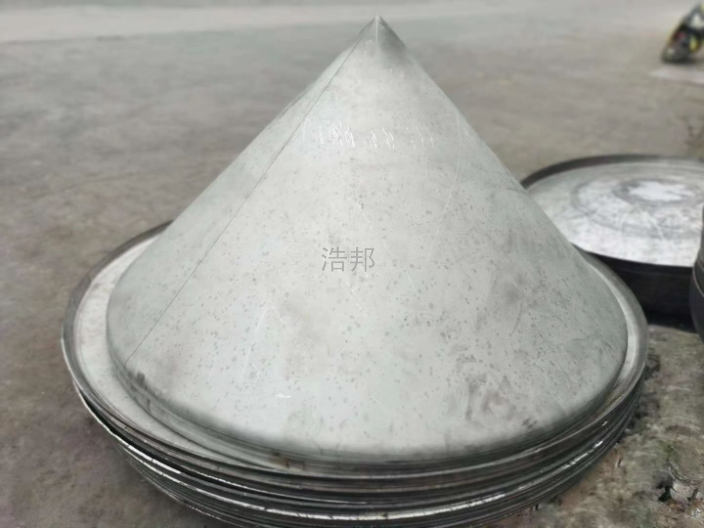
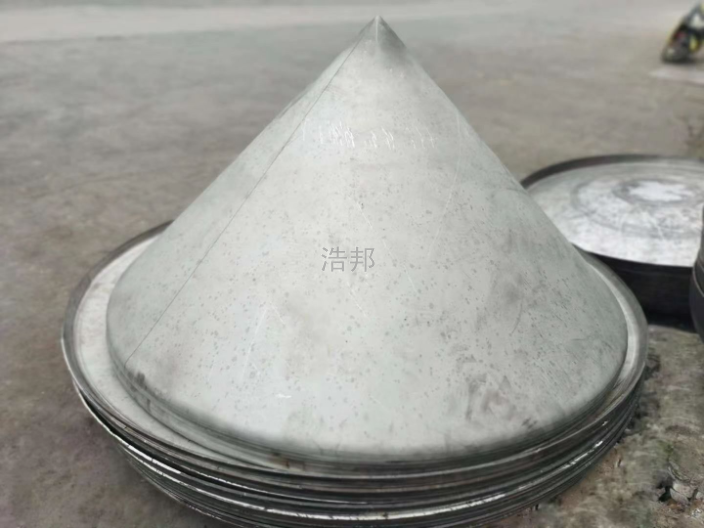
常用的锥形封头为分无折边锥形和折边锥形封头两种,一般常见的锥形封头为60度、90度、120度、150度这几种,而无折边的锥体封头做出去因规格,模貝的关联,很有可能同心度会较弱一点,外边不好看,因此这类锥形除开在光洁度越钟头一般选用,而折边的锥体封头,由于含有直边,可以对它的有光泽度开展整修,因此不论是在规格层面,或是有光泽度,实际操作便捷全是好于无折边的。带边锥形封头整体上来讲它的圆整度比无折边锥形要好,针对圆锥体封头大端,当锥壳半夹角α<30°时,可以再用无折边构造;当α>30°时,应选用带过渡段的折边构造,大端折边的过渡段拐角的半径应不小于封头大端内直徑的10%,且不小于该过渡段薄厚的3倍。针对圆锥体小端,当锥壳半夹角α<45°时,可以选用无折边构造;当α>45°时,应选用带过渡段的折边构造。作为厂家,一般建议使用折边锥形封头,因为这种封头带有直边,工人操作上面可以节约时间成本,而且外观非常漂亮。买封头,来浩邦。只需要提供产品型号,用途,会有专业人员马上出方案报价,您可以足不出户进行一对一沟通,也可以远程看厂看货,直到您满意为止。一站式为您轻松搞定,封头,法兰,人孔,统统都能做,欢迎大家来电咨询。温州浩邦金属制品有限公司是一家专业提供 锥形封头设备的公司,有想法的可以来电咨询!上海模压锥形封头高度
锥形封头设备,就选温州浩邦金属制品有限公司,有需要可以联系我司哦!重庆加高锥形封头重量
2分瓣冲压翻边分瓣冲压翻边在油压机(或水压机)上进行,用于先分瓣成形后再拼接的折边锥形封头的瓣片翻边,其工艺装备(胎具除外)、成形方法与先分瓣成形后再拼接的冲压凸形封头的瓣片相同,不再赘述。但若折边锥形封头长度较大,需依大小端直径、厚度等分段、分瓣成形,折边段瓣片冲压翻边,无折边段瓣片压制成形。3滚压翻边滚压翻边在翻边机上进行,可完成锥形封头大端、小端或大小端同时翻边,因旋压、冲压可完成锥形封头大端翻边,所以翻边机主要用于锥形封头的小端翻边,将坯锥置于翻边机的两个成一定角度摆放的托辊上,两个托辊之间的角度可调,在工作时,两个托辊可转动,主要起支撑作用。在工作时,辅助轮转动,主要起稳定坯锥的作用。托轮相当于下模,其形状与折边形状相近。启动折边机后,随着坯锥在托辊和托轮上旋转,压力轮和托轮滚动完成小端翻边。重庆加高锥形封头重量