耐用可靠:棘轮式内径千分尺采用质优材料和精密制造工艺制成,具有良好的耐磨性和耐腐蚀性。其内部结构经过优化设计,能够在长期使用中保持稳定的性能和精度。提高测量效率:由于棘轮锁定机制的存在,用户可以在一次测量中快速锁定读数,无需反复调整或多次测量,从而提高了测量效率。英国BOWERS的棘轮式内径千分尺以其高精度、稳定性好、操作简便、适用范围广、耐用可靠以及提高测量效率等优点,在精密测量领域得到了广泛应用,百年老品牌值得信赖。内径千分尺通常配备有锁紧装置,确保在测量过程中保持稳定的测量力。重庆三爪内径千分尺联系方式
内径千分尺主要用于内尺寸的精密测量,包括但不限于通孔、盲孔以及短台阶孔的测量。这种测量工具特别适用于需要高精度测量内部尺寸的场合,如机械制造、模具设计、精密仪器制造等领域。内径千分尺的设计考虑到了孔内部测量的特殊需求,其测量面设计为圆弧形,并镶嵌有硬质合金或其他耐磨材料,以确保长期使用中的耐用性和精度。此外,内径千分尺还具备自定中心和自校正的功能,能够减少测量误差,提高测量效率。Bowers宝禾集团为测量孔径提供一系列精确和高效的解决方案,包括测量螺纹,凹槽,燕尾等。产品包括XT3蓝牙内径千分尺到气动量仪。辽宁机械内径千分尺联系方式内径千分尺采用质优合金材料制造,具有极高的耐磨性和抗腐蚀性,确保长期使用的稳定性和准确性。
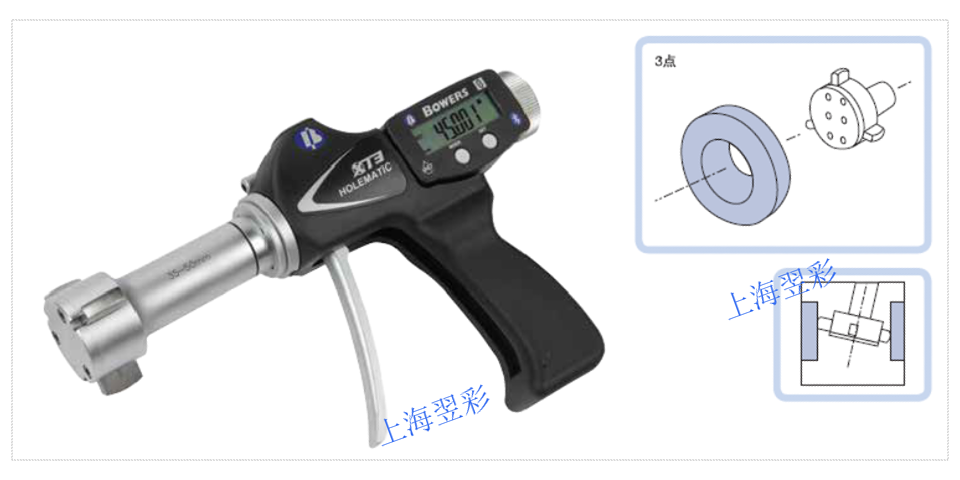
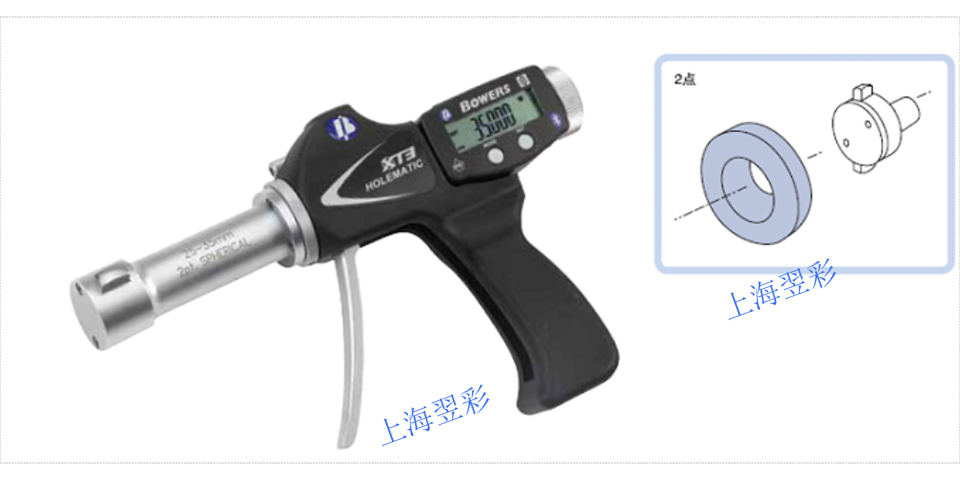
内径千分尺的读数方法是一个相对精确且需要细致观察的过程,读取主尺上的整毫米数值:内径千分尺的主尺上通常有毫米(mm)刻度,首先读取主尺上与测量面相对应的整毫米数值。这是测量结果的主要部分。观察微分筒上的刻线:主尺旁边有一个带刻度的圆柱形微分筒,微分筒上有50个等分格,每转动一圈相当于0.5毫米。在测量时,微分筒会随着测量头的移动而转动,通过观察微分筒上的刻线对准固定基准线(如主尺上的某一刻度线)的位置,可以读出小数部分的毫米值。确定小数部分:通常每个小格0.01毫米,因此需要根据微分筒上刻线的位置来确定小数部分的数值。例如,如果微分筒上的刻线对准了第35个小格,那么小数部分就是0.35毫米。将主尺读数与微分筒读数相加:将主尺上读取的整毫米数值与微分筒上读取的小数部分毫米值相加,得到的就是被测孔径的总尺寸。例如,如果主尺读数为45毫米,微分筒读数为0.35毫米,那么被测孔径的尺寸就是45.35毫米。
正确测量方法:测量时应使用尺寸较大的接杆与测微头连接,依次顺接到测量触头,以减少连接后的轴线弯曲。测量时,将测量触头测量面支撑在被测表面上,调整微分筒,使微分筒一侧的测量面在孔的径向截面内摆动,找出小尺寸。然后拧紧固定螺钉取出并读数。内径千分尺测量时支承位置要正确,以保证刚性。在中国国家标准中规定了内径尺的支承点位置,以确保测量时的变化量小23。宝禾XT系列机械内径千分尺是车间精确测量孔径的经济解决方案。这些先进的两点或三点式量规拥有延长机械行程,所以现在无需交换测砧。应用范围广,2-300 mm,结构坚固,并且刻度易于读取,确保了准确性和易用性。XT测头和环规均通过了UKAS认证。宝禾内径千分尺在航空航天、汽车制造、精密机械等领域有着广泛的应用。

在测量之前,需要确保内径千分尺已经进行了归零校准,以确保测量结果的准确性。正确接触被测工件:在测量时,需要确保内径千分尺的测量头与被测工件的内壁充分接触,且接触位置正确,以避免测量误差。姿态测量问题:在读取数值时,需要注意姿态测量问题,即测量时与使用时的一致性。如果测量时姿态不正确,可能会导致读数不准确。支承位置要正确:对于大尺寸的内径千分尺,需要注意支承位置的选择,以减少重力变形对测量结果的影响。一般来说,支承位置应选择在(2/9)L处或在离端面200mm处,这样可以确保测量时变化量小。内径千分尺人工读数容易产生误差,所以推荐购买数显内径千分尺。宝禾三爪式内径千分尺结构紧凑,携带方便,适合在车间和实验室等多种环境下使用。北京三爪内径千分尺厂家
内径千分尺的刻度盘读数清晰,测量精度高达0.01毫米,满足高精度测量的需求。重庆三爪内径千分尺联系方式
使用内径千分尺怎么读取数据?逆时针转动内径千分尺的手轮,使测量头的上方与0刻线对齐。此时,可以读取锁紧螺母后的刻线所对应的数值作为工件的内孔直径。内径千分尺的读数方法与外径千分尺类似,但需注意内径千分尺是从右往左读。注意读数细节:在读数时,要注意固定刻度尺上表示半毫米的刻线是否已经露出。同时,千分位有一位估读数字,不能随便扔掉,即使固定刻度的零点正好与可动刻度的某一刻度线对齐,千分位上也应读取为“0”。重庆三爪内径千分尺联系方式




