
- 品牌
- 赋耘,古莎,标乐,法国LAMPlAM
- 类型
- 正牌料
- 用途级别
- 包埋
- 形状
- 粉末,液体
- 产地
- 上海
- 厂家
- 赋耘
- 功能
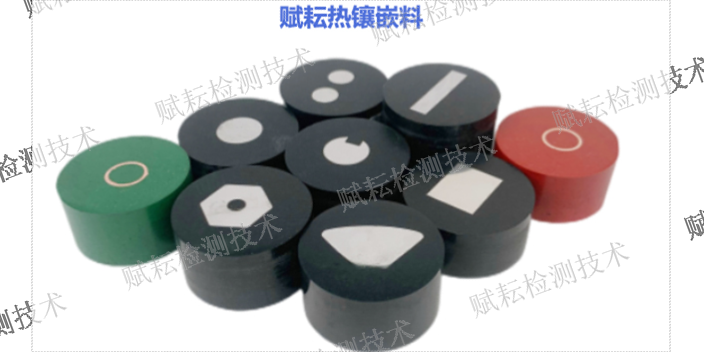
- 金相制样镶嵌包埋
赋耘检测技术(上海)有限公司提供真空镶嵌机可排除样品中含有的空气。如果没有空气的存在,镶嵌的化合物会填充试样的空隙,减少试样和化合物之间的间隙。因此,边缘保持得到加强,而且易碎样品在研磨和抛光过程中也得到良好支撑。坚固的真空泵可提供足够的真空以迅速排除多孔试样中夹带的空气。利用真空容器内独特的旋转杯架,多个试样可在同一时间内进行真空浸渗。设计的浇注机械装置使预混的镶嵌化合物可置于腔体中,然后一次性浇入到模具中。可适用于各种环氧树脂和聚酯浇注料的镶嵌(冷)化合物。由于试样封装在真空状态下,从而降低了空气过多进入的可能性。1.将试样模具放置于真空容器内;2.镶嵌化合物混合好以后,将搅拌杯放入到杯架上将真空容器于基座上;3.将镶嵌化合物倒入到模具中,浇注好以后保持一分钟,然后转至大气压下;4.重复该循环数次,打开腔体,使其正常固化。模具:直径30mm,软模可选配40,50mm。真空泵比较大真空度:,抽气速率:。可镶嵌样品数量:>10个(直径30mm的镶嵌模时)外形尺寸真空容器:300Lx300Wx300Hmm真空泵:340Lx130Wx270Hmm。电源220V,50/60Hz,370W。 赋耘检测技术(上海)有限公司光固化树脂2000LC配置光UV固化机有售!一次性镶嵌树脂功能
镶嵌树脂
冷镶嵌树脂(间接表面测试用辅助材料)[实用性提示]对于较大区域的取模,为避免在印模材料上形成气泡,必须分层灌注,以保持较低的聚合温度。在印模上塑一个手柄以便将印模从原型中取出。印模的*低厚度至少须为5mm,以避免取出的印模边缘发生变形。取较为复杂几何形态的印模时,须用常用硅液或聚四氟乙烯喷雾进行预处理。[优点]印模精度为1μm。形态保持稳定。调和比可作调节。印模可被用于粗糙度测量分析,亦可用于非接触测量。树脂的使用说明:务必将多组分树脂调和均匀—**的包埋效果源自正确的调和方式。调和时不能有击打动作,因为这样会使空气混入并封存于糊剂之中,以致在*终聚合时形成气泡。按需要可对调和比稍作调整,不过同时亦要考虑到相应的温度和所需时间的变化。调和时粉和液的量越大,聚合时产生的热量亦越高。在包埋较大的试样或树脂灌注量较大时,建议分多层依次操作(使每层都充分冷却是至关重要的),因为这样可以避免由聚合升温引起的气泡。温度较高时,聚合过程加快,反之则延缓。试样必须保持干净,无油脂污染,沾污的试样将会在包埋时出现问题。务必尽可能的使试样完全被包埋树脂所覆盖,以使试样在制备时被充分固定。当试样无平整的底面时。
一次性镶嵌树脂功能镶嵌树脂的柔韧性对不同材料的适应性?

赋耘检测技术(上海)有限公司提供切片分析方案如下:低粘度环氧FCM4王包装:(小包装)树脂1000ml液体+300ml固化(大包装)树脂4000ml液体+1200ml固化剂,粘度极低,渗透性好,透明,无气味。固化时间:25℃3~4小时适用于各种材料,尤其是PCB、SMT等电子行业。低发热环氧王FCM5包装:树脂4L液体/瓶+1200ml固化剂,收缩小,发热少,透明,无气味。固化时间:25℃20~24小时适用于各种材料,尤其是PCB、SMT等电子行业。镶样模硅橡胶,配合冷镶嵌料,可反复使用。直径20mm,高25mm,12个。直径25mm.高25mm,12个。直径30mm,高25mm,12个。直径40mm,高25mm,12个。直径50mm,高25mm,12个。POM硬模,带底盖,配合冷镶嵌料,可反复使用。直径30mm,高30mm,12个。硅橡胶。配合冷镶嵌料,可反复使用。长宽高:55x20x25mm,6个。长宽高:70x40x25mm,6个。长宽高:100x50x25mm,6个。脱模剂镶嵌脱模剂。以喷雾罐式包装,可均匀喷至模具表面适合热镶嵌机和冷镶嵌模的脱模,350ml。液体。适合热镶嵌机和冷镶嵌模的脱200ml。样品夹塑料制,通过两个紧密接触的两个园夹住薄样品,适用于镶嵌时,将薄样品垂直立起以观察剖面,500片。塑料制,Ω形,三杆支撑,适用于镶嵌时。
赋耘检测技术(上海)有限公司提供压力锅用于材料测试中的冷镶嵌树脂压力设备当快速固化树脂被允许放在压力单位中,就可以得到无气泡和孔隙的样品。树脂的物理和化学性质却保持不变。Technomat是为了适应快速固化树脂的特殊技术而设计的,选择,这种聚合体用于材料测试领域镶嵌金相标本和表面印模。压力锅的功能设计简单而且易于操作。当阀门上移,压力将达到,压力表会显示工作压力,通过向下移动阀门使压力释放。压力锅是节省空间的紧凑型设备,锅身使用特殊树脂制作,压力容器使用不锈钢制作。安装连接气源,比较大连接气源压力:3bar。开关压力锅:将锅盖把手扳到垂直的位置,旋转锅盖90度,锅盖在压力完全释放后才能取出,锅盖在压力释放后会下沉;关锅盖使用相反操作。必须指出锅盖支撑杆要适合压力容器边缘的模具。清洁和维护:使用湿布清洗并且防止水进入锅内,不要使用酸性试剂,每两年进行一次压力测试。操作压力:。安全阀:~。连接管:3~10bar。尺寸:宽340mm,深340mm,高255mm。重量:4kg。 样品夹塑料制,Ω型,三杆支撑(白色 ,透明,黑色)适用于镶嵌时,将薄样垂直立起观察剖面!
赋耘检测技术(上海)有限公司提供的产品名称:高级触摸屏全自动镶嵌机产品型号:FY-XQ-200电动液压系统精细控制压力,确保脆性试样。预热功能可以缩短制样加热时间。制样单元也控制系统隔离设计,方便清理维护。直观触摸屏的操作,参数设置方便,一键启动,同时可以看到制样温度与压力变化。总制样剩余时间与进度条过程进度显示。支持中英文语言切换,屏幕显示亮度设置,3种提示音选择。强大用户自定义方法数据库,支持中英文输入,可存储25条方法数据,特殊需求可扩展。三种制样方法模式,适合不同材料试样。三、主要技术参数:镶样筒直径25,30,40,50mm,1,℃加热时间3-15min冷却自来水冷(可选配循环冷却水箱)冷却时间3-15min工作电压/频率200-250V50/60Hz全自动热镶嵌机就是利用成熟的现代化供液控制技术对热镶嵌的过程中的步骤进行优化和自动控制,从而达到在保证镶嵌质量的前提下获得比较大制样效率。特点一:全自动首先是对制样质量稳定的保证:热固化树脂的性能主要取决于温度和压力控制的稳定性,全自动热镶嵌机采用的加温和冷却同时进行的程控精细控温,气压或液压进行的动态程控加压和保压,由此确保了热镶嵌的制样质量的稳定。 赋耘检测技术(上海)有限公司进口冷镶嵌料 金相制样都用它!一次性镶嵌树脂功能
赋耘检测技术(上海)有限公司热镶嵌料热镶嵌树脂厂家生产,库存足!一次性镶嵌树脂功能
冷镶嵌树脂(间接表面测试用辅助材料)[实用性提示]对于较大区域的取模,为避免在印模材料上形成气泡,必须分层灌注,以保持较低的聚合温度。在印模上塑一个手柄以便将印模从原型中取出。印模的*低厚度至少须为5mm,以避免取出的印模边缘发生变形。取较为复杂几何形态的印模时,须用常用硅液或聚四氟乙烯喷雾进行预处理。[优点]印模精度为1μm。形态保持稳定。调和比可作调节。印模可被用于粗糙度测量分析,亦可用于非接触测量。树脂的使用说明:务必将多组分树脂调和均匀—**的包埋效果源自正确的调和方式。调和时不能有击打动作,因为这样会使空气混入并封存于糊剂之中,以致在*终聚合时形成气泡。按需要可对调和比稍作调整,不过同时亦要考虑到相应的温度和所需时间的变化。调和时粉和液的量越大,聚合时产生的热量亦越高。在包埋较大的试样或树脂灌注量较大时,建议分多层依次操作(使每层都充分冷却是至关重要的),因为这样可以避免由聚合升温引起的气泡。温度较高时,聚合过程加快,反之则延缓。试样必须保持干净,无油脂污染,沾污的试样将会在包埋时出现问题。务必尽可能的使试样完全被包埋树脂所覆盖,以使试样在制备时被充分固定。当试样无平整的底面时。 一次性镶嵌树脂功能

热镶嵌树脂通常通过加热加压实现固化,适用于处理硬度较高或结构致密的样品。其典型的包括酚醛树脂、环氧树脂及丙烯酸树脂等。在固化过程中,温度与压力的协同作用可使树脂充分填充样品表面缝隙,形成高密度的包埋体,从而在后续切割或磨抛中有效保护样品边缘。例如,对金属或陶瓷类样品,添加矿物填料的通用型树脂能提升耐磨性,而玻璃纤维增强树脂则更适合涂层或脆性材料,减少边缘崩裂风险。值得注意的是,工艺参数的调整直接影响镶嵌质量:预热模具可缩短固化周期,但过高的温度可能引起某些树脂的热应力变形。因此,用户需根据样品导热性、尺寸及后续检测需求(如硬度测试)综合选择树脂类型与工艺条件。冷镶嵌的操作注意事项有哪些?内蒙古...
- 湖北包埋镶嵌树脂哪家便宜 2026-04-19
- 河北冷镶嵌树脂 2026-04-19
- 固定镶嵌树脂厂家报价 2026-04-16
- 靠谱的镶嵌树脂一般多少钱 2026-04-16
- 常见镶嵌树脂卖价 2026-04-14
- 标乐镶嵌树脂成交价 2026-04-13
- 标准镶嵌树脂推荐货源 2026-04-13
- 固定镶嵌树脂进货价 2026-04-13
- 常规镶嵌树脂进货价 2026-04-12
- 什么是镶嵌树脂代理品牌 2026-04-12


- 什么镶嵌树脂代理品牌 2026-04-06
- 全自动镶嵌树脂一般多少钱 2026-04-06
- 新款镶嵌树脂哪家便宜 2026-04-05
- 斯特尔镶嵌树脂价格 2026-04-05
- 现代镶嵌树脂怎么使用 2026-04-05
- 通常镶嵌树脂使用方法 2026-04-04




- 四川赋耘金刚石磨盘代理加盟 05-03
- 天津不锈钢抛光液厂家直销 05-03
- 山西进口抛光液厂家直销 05-03
- 湖南耐高温低倍腐蚀用什么腐蚀液 05-02
- 带背胶海军呢抛光液批发价 05-02
- 山西二氧化硅抛光液 05-02
- 福建里氏硬度计代销 05-02
- 四川轴承钢抛光液厂家直销 05-02
- 河南氧化铝抛光液批发价 05-02
- 甘肃金属制品低倍腐蚀什么价格 05-02