- 品牌
- 柔龙,威士柔龙
- 型号
- 齐全
- 加工定制
- 是
- 种类
- 烘干设备
- 洗涤容量
- 30-50千克,10-30千克,50-100千克,100-150千克
- 样式
- 单桶
- 适用范围
- 工业用,商业用,医用
- 桶材质
- 不锈钢
- 驱动方式
- 滚筒式
- 自动化程度
- 全自动
- 产品类型
- 全新
- 产地
- 上海、常州
- 厂家
- 上海柔龙科技股份有限公司
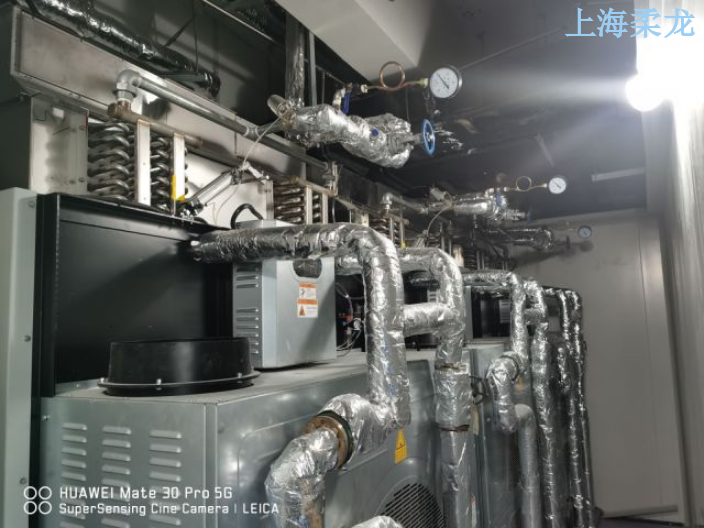
气流烘干机的维护保养日常维护清扫进料罩、进料气锁及松散器内残料。清扫干燥装置前、后物料管中的残余物料。放完干燥装置前、后及混合箱中的冷却水。清扫机器表面灰尘。关掉电控柜主电源。关闭燃料总阀。关闭蒸汽总阀。周检项目打开检修门,彻底消除干燥管道及干燥装置中的积灰。润滑气锁和松散辊两端轴承。润滑进、出料气锁传动链条。检查循环风机及松散辊驱动皮带的张紧力。清扫电控柜中的尘土及电控柜进出气口过滤网。检查水、汽、气及燃料供应管路各种阀门是否有跑、冒、滴、漏情况并及时处理。检查各检测元器件的使用情况。烘干机,就选上海柔龙科技股份有限公司,用户的信赖之选,欢迎新老客户来电!东北宾馆烘干机厂家

烘干机密封目的,是在风机的作用下让外面进来的新鲜冷空气,经过加热器热交换变成热空气,再全部进入滚筒将含有水分的衣物加热,并逐步将衣物中水分蒸发并排出机体,如果密封不严,不但有部分冷空气直接漏进滚筒,且热空气也有相当大部分不经过衣物而直接排出烘干机,就会造成热能浪费。一般情况下,可以通过观察加热器进风引风口、门密封、毛绒箱门,还有内筒与外筒的间隙等部件情况的方法来判断密封的好坏。密封好、漏风少的烘干机效率高,烘干速度快。上海医疗烘干机厂家烘干机,就选上海柔龙科技股份有限公司,有想法的可以来电购买烘干机!
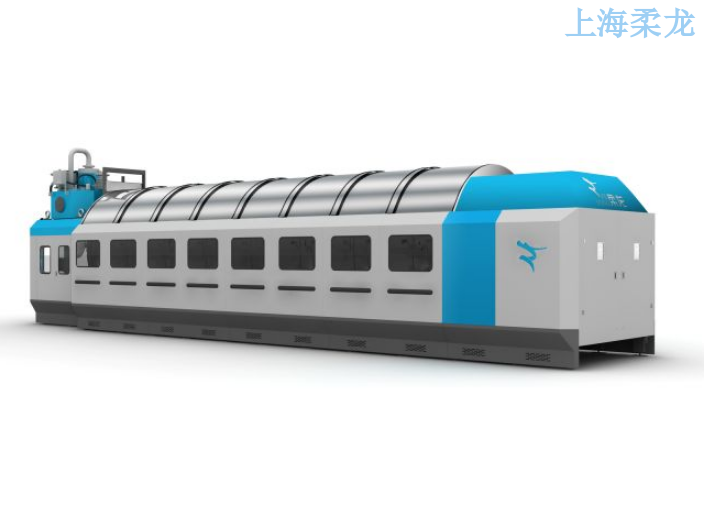
气流烘干机的工作原理叶丝经超级回潮机充分加温加湿后(22——35%MC, 55±5℃)。由进料振槽均匀地将叶丝送入进料气锁,然后由气锁落入松散装置内。期间高温蒸汽不断地喷入松散装置里,使叶丝不但快速松散,而且温度得以升高。由松散装置落下的叶丝接着被高速度的过热蒸汽流带入干燥机内,叶丝与高温蒸汽充分接触迅速进行热交换,其内部水份的瞬间蒸发的速度远比从叶丝壁排出的速度要快,因此叶丝在干燥的同时得以迅速膨化。(同时叶丝中的部分青杂气被去除)。其后叶丝在重力和风力的作用下,进入物料管道进一步干燥
气流烘干机冷却阶段。当生产结束后,通过选择“冷却”按钮(或“停机”按钮)而使设备进入冷却阶段,此时进料振槽及热风发生炉首先停止工作,蒸汽同时停止喷射,喷水装置打开喷冷却水。当混合温度达T1时停止喷水,并关闭进料气锁、松散装置、出料气锁;当温度降到设定值T3时,循环风机关闭,系统完成停机工作。较初的投料可根据各厂的工况来定。进料水分选择:进料水分高低直接影响烟丝膨胀率高低,在一定范围内,进料水分越高,烟丝膨胀率越高。对于低档烟,烟丝膨胀率选择高些;反之,对于烟,烟丝膨胀率选择低些。具体数据由调试过程中确定。热风发生炉温度选择:进料水分越高,热风发生炉温度越高。具体数据由调试过程中确定。出料水分选择:根据烟厂工艺要求,再考虑烟丝在冷却过程中的水分损失来确定。上海柔龙科技股份有限公司是一家专业提供烘干机的公司,欢迎新老客户来电!

气流烘干机的注意事项叶丝高速膨胀干燥机在预热阶段的预热速度不可太快,一般预热周期为25——30min比较合适。如果预热速度过快(预热周期少于20min)将会导致热风发生炉烧损。系统启动后应马上检查风机冷却水管是否有冷却水排出,以避免风机受损。必需在大风机已经正常运行的前提下,热风发生炉的燃烧器才会自动点火运行,避免热风发生炉受损。当系统风温达到设定温度T1(一般为150℃)时,蒸汽喷射系统及模拟水系统才会自动开启。在正常生产的过程中不要随意改变系统参数,不要随意改变系统的流量。在正常生产的过程中要注意巡视,注意观察燃烧火焰是否正常,运动部件运转是否正常,出料情况是否均匀稳定。尽可能减少系统开、停机次数,遇到换柜等情况建议使用暂时储存。建议该系统设备的操作人员不可频繁更换。排潮、排烟管道一定要畅通,排潮管道不可有蒸汽溢出(进口、出口等处),排潮、排烟管道要定期检查。上海柔龙科技股份有限公司致力于提供烘干机,竭诚为您服务。内蒙古医疗烘干机
上海柔龙科技股份有限公司烘干机获得众多用户的认可。东北宾馆烘干机厂家
直燃烘干机恰恰满足了这些要求。与蒸汽烘干机相比,直燃烘干机不需要进行热源的二次转换,因此能源的利用更加充分,损耗更低,烘干效率也更高。由于蒸汽烘干机的热源提供是蒸汽,蒸汽在管道中的摩擦等会造成压力损失,导致蒸汽温度的相应流失。同时,蒸汽应用中的冷凝水也会带走部分热量,致使蒸汽用在布草上的热交换率并不完全充分。同时,洗涤工厂中蒸汽压力的不稳定因素亦在很大程度上影响纺织物的烘干效果。从烘干效率上来看,天然气烘干机比蒸汽烘干机更高效,在洗涤工厂,一般8公斤左右的蒸汽压力提供温度约170℃,而直燃烘干机可提供200℃以上的烘干温度,并且温度可以控制,较大缩短了烘干时间,提高了烘干效率。东北宾馆烘干机厂家

设备验收对照烘干机制造商提供的设备装箱单,对零件、部件、尺度件、随机文件等进行盘点,检查有无错发缺件、变形损坏等情况,并作好记实,以便在安装前采购或制备.消除包装时涂饰的保护涂层以及粉尘、油污、锈蚀等情况,检查修整在运输装卸过程中所造成的损坏变形.对零部件、枢纽配合件,进行预检测和预装配,以避免安装工作中的返工,保证安装进度及安装质量.基本安装程序.制定零部件清洗、检测、运输起重就位、装配检测,调整试运转等各项工作顺序和内容. 安装工艺方法.对重要零部件或枢纽部位,编写详细检测安装方法、质量要求、技术尺度、偏差范围、所需工具量具等事项. 安全技术要求.制定装配功课中,为避免可能发生的事故,必需...
- 广东贯通式烘干机厂家价格 2026-05-23
- 内蒙古服装烘干机维保 2026-05-22
- 湖北节能烘干机工厂 2026-05-22
- 北京布草烘干机 2026-05-22
- 东北烘干机设备厂家 2026-05-22
- 上海工业烘干机解决方案 2026-05-22
- 广西医院烘干机工程方案 2026-05-21
- 上海吹风烘干机设备厂家 2026-05-21
- 江苏吹风烘干机工程方案 2026-05-21
- 新疆服装烘干机厂家价格 2026-05-21



- 内蒙古吹风烘干机厂家价格 2026-05-19
- 内蒙古吹风烘干机工程方案 2026-05-19
- 东北酒店布草烘干机维保 2026-05-19
- 上海工业烘干机设备厂家 2026-05-19
- 湖南布草烘干机维保 2026-05-19
- 广东吹风烘干机厂家 2026-05-19


- 内蒙古工业洗涤维修 05-23
- 广东贯通式烘干机解决方案 05-23
- 广东贯通式烘干机厂家价格 05-23
- 江苏医院洗涤 05-23
- 内蒙古服装烘干机维保 05-22
- 浙江小型洗涤厂家 05-22
- 四川洗涤解决方案 05-22
- 江苏医院洗涤设备厂家 05-22
- 江苏租赁洗涤工程方案 05-22
- 陕西医疗布草洗涤厂家价格 05-22