工艺创新:解答精密加工行业痛点。复杂结构加工技术:薄壁件加工:针对0.5-2mm壁厚箱体件,开发"微振动切削"工艺(振幅≤5μm,频率20kHz),有效抑制热变形(平面度≤0.03mm/m);深腔加工:采用高压气雾冷却技术(压力≥6MPa),加工深度/直径比达20:1的发动机缸体时,表面粗糙度Ra≤...
机加工基本参数
- 品牌
- 天雅江涛
- 机加工类型
- 钻削,研磨,铆接,轴承加工,珩磨,铰削,插削,抛光,砂光,拉削,锯切,刮削,仿形铣,线切割,蜗轮加工,CNC加工中心,磨削,螺纹加工
- 加工精度
- 精磨,粗磨,修饰加工,精整加工,精加工,半精加工,粗加工
机加工企业商机
在现代制造业的精密加工领域,天雅江涛以其突出的技术实力、先进的设备集群和全方面的服务能力,成为了众多行业信赖的合作伙伴。作为精密数控加工的规模化服务商,天雅江涛不仅拥有超过400台高级数控设备,包括日本马扎克五轴加工中心、惠勒加工中心等顶端设备,还构建了一套完善的加工体系,从毛坯件的精密加工到表面处理,再到质量检测,每一步都力求完美,为客户提供一站式解决方案。对于一些高级装饰性产品或对表面硬度有特殊要求的器械,多种表面处理工艺的组合应用可以为产品赋予独特的性能与外观效果。完美的加工是产品质量的基础,我们不断追求极好。广东新能源壳体机加工服务商

钻孔加工:(一)钻孔加工的定义与特点,钻孔加工是通过旋转的钻头在工件上加工出圆柱形孔的加工方式。钻孔加工的特点是操作简单、生产效率高,适用于加工各种材料的孔类零件。(二)钻孔加工的应用,钻孔加工在机械制造中极为常见。例如,在电子散热器(如5G基站壳体)的加工中,需要大量高精度的钻孔来实现散热功能。天雅江涛通过先进的钻孔设备和优化的工艺参数,能够实现高精度、高效率的钻孔加工。(三)钻孔加工的优势,操作简单:钻孔加工设备操作简单,易于掌握。高效率:适合大批量生产,能够明显提高生产效率。高精度:通过数控钻床的精确控制,能够实现高精度的孔加工。潮州机加工价位高精度加工能力,使我们成为行业的佼佼者。

未来发展愿景,面向未来,天雅江涛将继续以技术创新为导向,不断提高数控加工的精度、效率以及服务水平。我们计划增加研发投入,借助先进的自动化与智能化技术,提升生产能力和加工效率。随着市场需求的不断变化,我们将持续调整产品组合,拓展更多的行业应用领域,保持企业的市场竞争力与可持续发展。我们的目标是通过精密数控加工技术的不断进步,为客户提供更高质量的产品和更优良的服务,助力各行各业的创新与发展。在这一领域中,天雅江涛凭借强大的技术实力和先进的设备体系,成为行业的佼佼者。
品质控制:在线检测与过程控制。在线检测仪,天雅江涛配备高精度在线检测仪,对加工过程中的关键尺寸进行实时监控,确保产品尺寸精度和几何公差符合设计要求。SPC过程控制,通过SPC(统计过程控制)技术,天雅江涛对加工过程进行严格监控,确保关键尺寸的CPK值≥1.67,废品率低于0.3%,明显提升了产品的可靠性。全方面检测服务,天雅江涛提供从原材料到成品的全方面检测服务,包括三坐标检测、X光探伤等,确保每一件产品都符合质量标准。自主研发的夹具快换系统,实现快速换装,提升生产效率。

高精度与低废品率:凭借着高级设备、先进技术以及严格的质量控制体系,天雅江涛实现了令人瞩目的加工精度与极低的废品率。关键尺寸 CPK 值≥1.67,这一数据表明产品尺寸精度的稳定性极高,远远超过了一般行业标准。在大规模的生产过程中,废品率低于 0.3%,这意味着每生产 1000 个产品,不合格产品的数量不超过 3 个。这样的高质量水平使得天雅江涛在高级制造领域具有强大的竞争力。凭借其突出的服务和品质,天雅江涛已经在多个领域建立起了良好的口碑。SPC过程控制系统实时监控,关键尺寸CPK值≥1.67。宁波精密数控机加工工艺
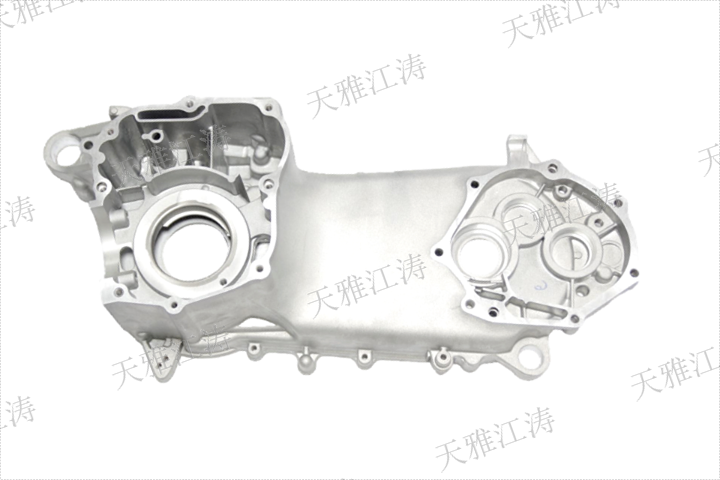
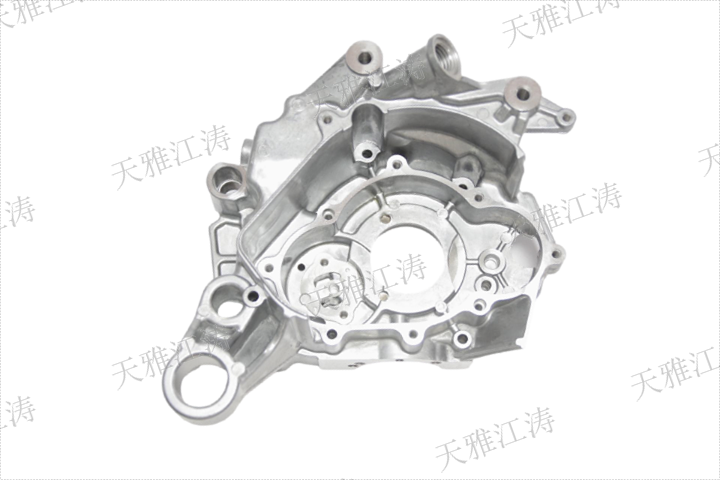
在摩托车部件加工中,我们特别关注缸头和箱体的精度与质量。广东新能源壳体机加工服务商
天雅江涛通过高级设备投入、自主研发技术创新、严格的过程控制与检测、多元的表面处理以及专业团队的努力,构建了一套完善的机加工产品质量保障体系。这一体系使得其在摩托车部件、汽车结构件、电子散热器等众多领域都能提供高质量的机加工产品,赢得了客户的普遍信赖和赞誉。随着制造业的不断发展和技术的持续进步,天雅江涛将继续在质量保障方面精益求精,为行业发展贡献更多的力量。同时,团队不断进行技术创新和培训学习,紧跟行业发展趋势,提升自身的技术水平和质量管控能力。广东新能源壳体机加工服务商
浙江天雅江涛动力有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在浙江省等地区的汽摩及配件中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来浙江天雅江涛动力供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
与机加工相关的文章

机加工工艺
- 宁波新能源壳体机加工源头工厂 2025-12-30
- 金华CNC机加工流程 2025-12-29
- 宁波缸头机加工技术 2025-12-29
- 嘉兴箱体机加工工厂 2025-12-29
- 重庆非标件机加工市价 2025-12-29
- 五金机加工行价 2025-12-29
- 衢州CNC机加工工艺 2025-12-28
- 湖州精密件机加工市价 2025-12-28
- 佛山机加工技术 2025-12-28
- 广东CNC机加工工厂 2025-12-28
- 湖州不锈钢机加工实力厂家 2025-12-27
- 丽水镜面机加工厂商 2025-12-27
与机加工相关的产品

与机加工相关的新闻
-
重庆缸头机加工原理 2025-12-26 15:06:48铣削加工:(一)铣削加工的定义与特点,铣削加工是通过旋转的多刃刀具(铣刀)和工件的相对运动来切除材料。铣削加工的特点是加工范围广、生产效率高、加工精度高,适用于加工平面、槽、曲面等复杂形状的零件。(二)铣削加工的应用,铣削加工在机械制造中应用普遍,尤其是在复杂结构件的加工中。例如,摩托车的缸头和箱体...
-
湖州箱体机加工报价 2025-12-25 15:06:44自主研发技术提升加工一致性:为了实现批量加工产品的高度一致性,天雅江涛自主研发了夹具快换系统与刀具寿命管理系统。夹具快换系统极大地缩短了产品切换时的装夹时间,同时保证了每次装夹的高精度重复性。在摩托车部件、汽车结构件以及电子散热器等产品的批量生产中,不同型号产品的频繁切换是常态。夹具快换系统能够在...
-
宁波五金机加工精选厂家 2025-12-25 09:07:47在现代制造业中,机加工是实现零件精密制造的关键环节。通过不同的加工方法,机加工能够满足从简单结构件到复杂高精度零部件的多样化需求。天雅江涛作为精密数控加工的规模化服务商,凭借400余台高级数控设备集群和先进的加工管理系统,专注于压铸毛坯件的精密加工,并为多个领域提供高质量的加工服务。天雅江涛凭借其丰...
-
五金机加工流程 2025-12-24 21:07:10技术创新的驱动力:在竞争激烈的机加工行业,技术创新是企业立足的关键。天雅江涛通过自主研发的智能化系统,为传统数控加工注入了更多灵活性和高效率。以下两点尤为突出:夹具快换系统,传统加工中,夹具更换往往是效率的瓶颈之一。而天雅江涛自主研发的夹具快换系统,较大程度上缩短了工艺准备时间。通过模块化设计和标准...
与机加工相关的问题
新闻资讯
产品推荐
-

宁波缸头机加工技术
2025-12-29 -
嘉兴箱体机加工工厂
2025-12-29 -
重庆非标件机加工市价
2025-12-29 -

重庆压铸
2025-12-29 -

五金机加工行价
2025-12-29 -

台州重力压铸价位
2025-12-29 -
深圳50右箱体生产厂家
2025-12-29 -
杭州摩托车变速箱箱体参考价
2025-12-29 -

衢州CNC机加工工艺
2025-12-28