- 品牌
- 上海蔚亚
- 公司名称
- 上海蔚亚科技发展有限公司
- 安全质量检测类型
- 工程检测
- 检测类型
- 环境检测,行业检测
- 检测
- 风量风速检测、温湿度检测、噪声检测、照度检测
- 检测项目
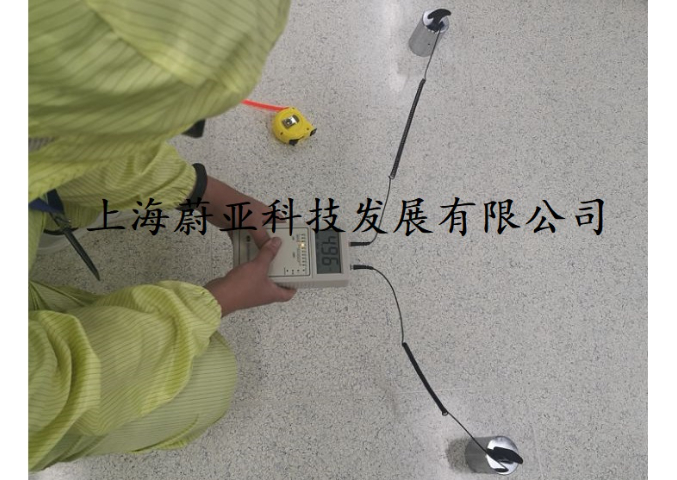
- 洁净度检测、静压差检测、沉降菌检测、浮游菌检测、静电检测
4.1.1洁净厂房位置的选择,应根据下列要求的经技术经济比较后确定:1应布置在大气含尘和有害气体或化学污染物浓度较低、自然环境较好的区域;2应远离铁路、码头、飞机场、交通要道以及散发大量粉尘和有害气体或化学污染物的工厂、贮仓、堆场等有严重空气污染、振动或噪声干扰或强电磁场的区域。不能远离严重空气污染源时,则应位于全年极小频率风向下风侧;3在厂区内应布置在环境清洁、污染物少、人流和物流不穿越或少穿越的地段。由HEPA或ULPA与风机组合在一起,构成自身可提供动力的末端空气净化的装置。实验室无尘室检测频率
10.3.1洁净厂房内的干燥压缩空气系统应根据各类产品生产工艺要求、供气量和供气品质等因素确定,并应符合下列规定:1供气规模应按产品生产所需供气量和计人必要损耗量确定,并应设有一定的备用供气量;2供气品质应根据生产工艺对含水量、含油量、微粒粒径及其浓度等要求确定;3供气系统可集中设置在洁净厂房内的供气站或洁净厂房外的综合动力站;4应选用能耗少、噪声低的设备,宜选用无油润滑空气压缩机,5含水量要求严格时,宜选用加热再生吸附干燥装置。浙江洁净室无尘室检测周期指洁净室(区)在生产操作全部结束,生产操作人员撤离现场并经过20 min自净后。

无尘室检测在不同行业的应用案例无尘室检测在众多行业都有着广泛的应用。在电子行业中,如半导体芯片制造、液晶显示器生产等,无尘室检测是确保产品质量和生产稳定性的关键环节。例如,在芯片制造过程中,无尘室的洁净度等级要求极高,任何微小的尘埃颗粒都可能导致芯片短路或出现其他故障。通过对无尘室的各项指标进行严格检测和控制,能够有效地提高芯片的良品率和生产效益。在生物制药行业,无尘室检测对于药品的生产和质量控制至关重要。药品的生产过程需要在无菌环境下进行,通过检测无尘室的微生物含量、温湿度等指标,能够确保药品的安全性和有效性。
4.2.1洁净室可根据电子产品生产工艺特点、空气洁净度等级和布置要求分为隧道式、开放式和微环境等,也可按气流流型分为单向流洁净室、非单向流洁净室和混合流洁净室。4.2.2电子工业洁净厂房垂直单向流洁净室的空间,应包括活动地板以下的下技术夹层、洁净生产层和吊顶以上的上技术夹层。4.2.3洁净室型式的选择应综合生产工艺要求、节约能源、减少投资和降低运行费用等因素确定,各种空气洁净度等级的电子工业洁净厂房宜采用混合流洁净室。对空气洁净度净度要求严格时,宜采用微环境等型式。在额定风量下,极易穿透粒径法的效率在99.9995%以上及气流初阻力在250Pa以下的空气过滤器。
无尘室检测的重要性和意义无尘室检测作为现代高科技产业生产环境控制的关键环节,其重要性不言而喻。在高精度电子芯片制造领域,哪怕是极其微小的尘埃颗粒都可能导致芯片线路短路、短路故障,严重影响产品性能和良率。例如,一颗小小的尘埃颗粒落在硅晶圆表面,可能在芯片制造过程中造成无法修复的微小孔洞或凸起,使芯片在使用中出现信号传输异常等问题。生物制药行业中,无尘室的环境质量直接关系到药品的安全性和有效性。微生物的存在可能引发生物反应,导致药品变质或产生有害物质。因此,严格的无尘室检测能够确保生产环境符合标准,为***产品的诞生提供坚实保障。无尘室是现代科技发展中的重要支撑,为各个领域的创新和进步提供了稳固的基础。上海压差无尘室检测服务至上
尘室通常采用高效的HEPA(高效颗粒空气)过滤器或ULPA(超高效颗粒空气)过滤器,可有效过滤微小的灰尘。实验室无尘室检测频率
无尘室表面清洁度检测与消毒效果评估表面清洁度需满足动态微生物和颗粒物残留标准,检测方法包括接触碟法、擦拭法和ATP生物发光法。接触碟法要求TSA培养基平板压贴表面30秒,培养后菌落数≤5 CFU/碟;ATP检测则通过荧光素酶反应定量表面有机物残留,限值通常≤200 RLU(相对光单位)。某医疗器械厂因消毒剂残留超标导致细胞培养污染,后改用过氧化氢蒸汽灭菌并增加中和剂验证。此外,需定期进行模拟污染试验(如喷洒荧光素钠),评估清洁程序的有效性。清洁工具(如无尘布、拖把)的材质和更换周期也需符合ISO 14644-5要求,防止二次污染。实验室无尘室检测频率
无尘室声表面波传感器的在线监测某工厂部署SAW传感器网络,实时监测颗粒撞击频率。当0.3μm颗粒浓度>1000/cm³时,传感器谐振频率偏移>50kHz,触发警报。但传感器易受温度漂移影响,集成MEMS温度补偿模块后,精度提升至±2kHz,误报率从15%降至2%。无尘室洁净度与员工生产力的关联分析某企业通过眼动追踪与生理指标监测发现,洁净室中员工眨眼频率增加200%,导致操作效率下降15%。色温(从5000K调至4000K)与新风量后,疲劳感降低30%,生产效率提升8%。但新风量增加导致能耗上升,采用热回收装置后节能40%。空气洁净度检测是无尘室检测中的项目之一。北京医疗净化车间无尘室检测规范...
- 北京排风柜无尘室检测服务商 2025-12-23
- 浙江国内无尘室检测第三方检测机构 2025-12-23
- 温湿度无尘室检测频率 2025-12-23
- 北京半导体净化车间无尘室检测周期 2025-12-23
- 上海静电无尘室检测服务商 2025-12-23
- 无尘室检测频率 2025-12-23
- 浙江半导体净化车间无尘室检测服务 2025-12-23
- 北京微生物无尘室检测服务商 2025-12-23
- 上海医疗器具无尘室检测第三方检测机构 2025-12-23
- 安徽洁净度无尘室检测公司 2025-12-23

- 上海噪音无尘室检测第三方检测机构 2025-12-22
- 安徽实验室无尘室检测规范性强 2025-12-22
- 江苏实验室环境无尘室检测诚信推荐 2025-12-22
- 上海半导体净化车间无尘室检测技术好 2025-12-22
- 江苏洁净传递窗无尘室检测评估 2025-12-22
- 江苏气流无尘室检测频率 2025-12-22




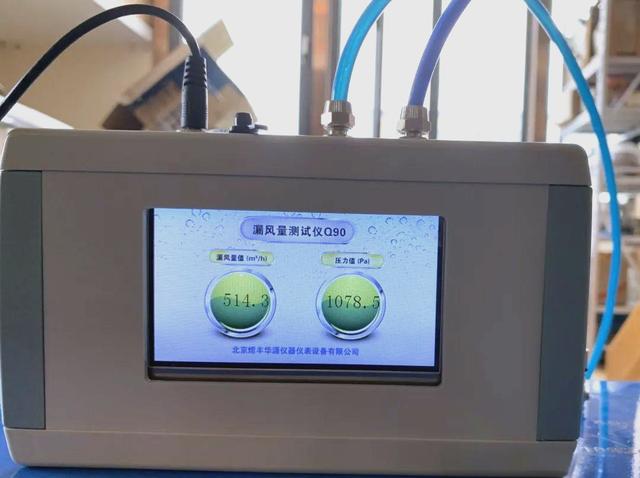
- 金华项目风管漏风量检测认真负责 01-05
- 连云港验收风管漏风量检测服务至上 01-05
- 济南项目风管漏风量检测分析 01-05
- 徐汇区项目风管漏风量检测哪家好 01-05
- 衢州风管漏风量检测服务至上 01-05
- 青岛工程风管漏风量检测价格 01-05
- 连云港工程风管漏风量检测哪家好 01-05
- 上海项目风管漏风量检测分析 01-05
- 江苏风管漏风量检测方法 01-05
- 连云港验收风管漏风量检测 01-05