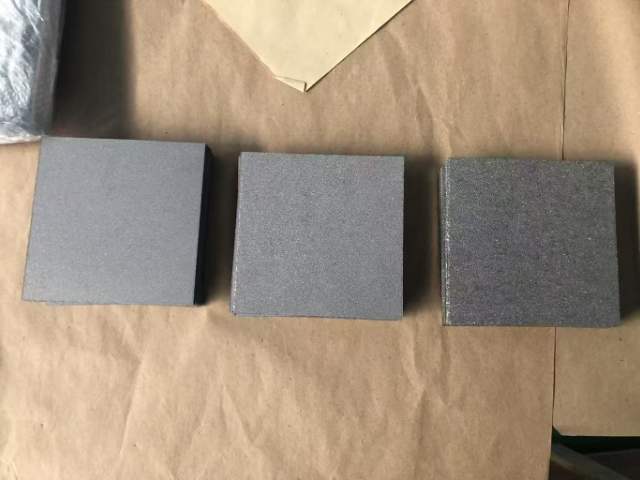
在金属粉末烧结板的制备过程中,由于粉末原料通常经过严格筛选与提纯,相较于传统熔炼工艺,能有效避免熔炼过程中可能混入的杂质与污染物,确保了初始材料的高纯度。以电子材料领域应用的金属粉末烧结板为例,所采用的金属粉末纯度极高,在后续烧结过程中,粉末颗粒间不存在结合接触或夹杂物,进一步保障了材料的纯净度,为实现均匀的粒度分布和可控的孔隙率奠定基础。这种高纯度和均匀性使得烧结板在性能表现上极为稳定,无论是在导电性、导热性还是力学性能等方面,都能在不同部位保持一致,满足了对材料性能一致性要求极高的应用场景,如精密电子元件制造。设计含光致变色材料的金属粉末,让烧结板的颜色随光照变化。东营金属粉末烧结板货源源头

金属粉末烧结板能够根据不同应用场景的特殊需求进行定制化生产。通过灵活调整粉末的成分、粒度以及制备工艺等参数,可以精确调控烧结板的性能,如强度、硬度、孔隙率、导电性、导热性等。例如,在过滤领域,根据不同的过滤介质和过滤精度要求,可以定制具有特定孔径分布和孔隙率的金属粉末烧结板;在电子领域,根据不同电子元件的性能需求,可以设计合成具有特定电磁性能的粉末,制造出满足要求的烧结板。这种定制化能力使得金属粉末烧结板能够更好地适应多样化的市场需求,为各行业的技术创新和产品升级提供有力支持。九江金属粉末烧结板源头厂家利用静电纺丝技术制备纳米纤维增强金属粉末,增强烧结板的力学性能。

模压成型是将经过预处理的金属粉末放入特定模具中,在一定压力下使其压实成型的方法。这是一种较为传统且应用的成型工艺,适用于制造形状相对简单、尺寸精度要求较高的金属粉末烧结板。模压成型的过程一般包括装粉、压制、脱模三个步骤。装粉时,要确保粉末均匀地填充到模具型腔中,避免出现粉末堆积不均匀或有空隙的情况,否则会导致压制后的坯体密度不均匀。压制过程中,压力的大小、施加方式和保压时间是影响坯体质量的关键因素。压力过小,粉末颗粒之间结合不紧密,坯体强度低,在后续处理过程中容易出现变形或破裂;压力过大,则可能导致模具损坏,同时坯体内部可能产生较大的内应力,在烧结过程中引起变形甚至开裂。合适的保压时间能够使粉末颗粒在压力作用下充分调整位置,达到更紧密的堆积状态,提高坯体的密度和强度。脱模时,要注意避免对坯体造成损伤,通常会采用一些脱模剂或特殊的脱模装置来辅助脱模。
烧结过程一般可分为三个阶段:初期阶段,颗粒之间由点接触逐渐转变为面接触,形成烧结颈,坯体的强度和导电性开始增加,但密度变化较小;中期阶段,烧结颈快速长大,颗粒之间的距离进一步减小,孔隙率明显降低,坯体的密度和强度显著提高;后期阶段,大部分孔隙被消除,坯体接近理论密度,晶粒继续长大,组织趋于稳定,但如果烧结时间过长,可能会导致晶粒过度长大,影响烧结板的性能。烧结温度是影响烧结质量的重要因素之一。温度过低,粉末颗粒的原子活性不足,扩散速率慢,烧结颈难以形成和长大,导致烧结不完全,坯体的密度和强度达不到要求。随着烧结温度的升高,原子扩散速率加快,烧结过程加速,能够获得更高密度和强度的烧结板。开发空心金属粉末,降低烧结板密度,实现轻量化的同时保持一定强度。
雾化法是将熔融的金属液通过高压气体(如氮气、氩气)或高速水流的冲击,使其分散成细小的液滴,这些液滴在飞行过程中迅速冷却凝固,形成金属粉末。根据雾化介质的不同,雾化法可分为气体雾化法和水雾化法。气体雾化法中,高压气体以高速从喷嘴喷出,冲击从上方流下的金属液流,将其破碎成微小液滴。由于气体的冷却速度相对较慢,使得液滴在凝固过程中有一定的时间进行内部原子的扩散和重组,因此气体雾化法制备的粉末球形度高,流动性好,且内部组织均匀,杂质含量低。这种高质量的粉末适合用于制造高性能的金属粉末烧结板,如航空航天领域的关键部件。然而,气体雾化法设备复杂,成本较高,对气体的纯度和压力控制要求严格。采用等离子体处理金属粉末表面,增加活性,提升烧结板的烧结质量。黑龙江金属粉末烧结板生产厂家
研发含导电聚合物的金属粉末,改善烧结板的电学性能与加工性能。东营金属粉末烧结板货源源头
为了改善金属粉末的成型性能、烧结性能以及终烧结板的性能,常常需要添加一些添加剂。添加剂的种类繁多,作用各不相同。润滑剂是一类常见的添加剂,如硬脂酸锌、硬脂酸钙等。在粉末压制过程中,润滑剂能够降低粉末颗粒与模具壁之间的摩擦力,使粉末在模具中填充更加均匀,减少压制压力的不均匀分布,从而提高成型坯体的密度均匀性和表面质量,同时也有利于坯体的脱模,减少模具的磨损,延长模具的使用寿命。粘结剂在一些特殊的成型工艺中起着关键作用,如在注射成型中,常用的粘结剂有石蜡、聚乙烯、聚丙烯等。粘结剂能够将金属粉末粘结在一起,使混合粉末具有良好的流动性和成型性,便于通过注射机注入模具型腔中形成复杂形状的坯体。在后续的脱脂和烧结过程中,粘结剂会被去除,但它在成型阶段对保证坯体的形状和尺寸精度至关重要。东营金属粉末烧结板货源源头