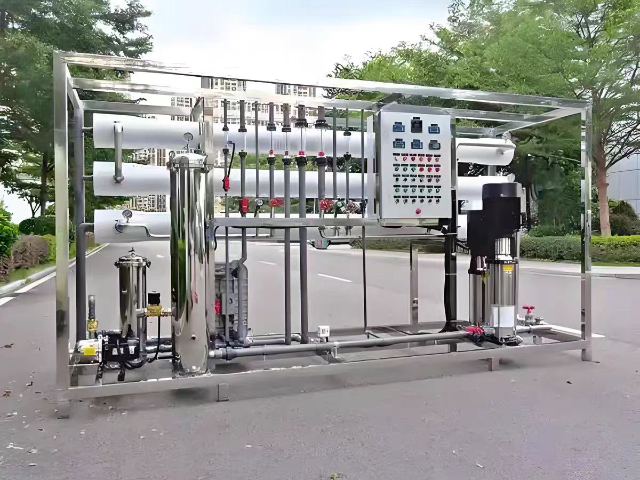
- 品牌
- 益民环保
- 型号
- 2T/H
- 适用领域
- 电子工业,化工,电镀,医药,食品饮料,多种适用
- 加工定制
- 是
医疗领域对超纯水设备的要求极为严格,必须同时满足医疗用水标准和具体临床应用需求。根据国际标准化组织(ISO 13959)和中国《医疗机构水污染物排放标准》规定,医疗超纯水主要分为透析用水、实验室用水和手术器械清洗用水三大类。其中透析用水的标准极为严苛,要求细菌含量<100 CFU/mL,重金属离子如铝含量<10 μg/L。现代医疗超纯水设备通常采用"双级反渗透+电去离子+紫外线消毒"的复合工艺,主要部件必须符合医疗器械认证标准,管路系统采用医用级316L不锈钢,表面粗糙度Ra≤0.5μm。对于血液透析中心,还需配置特殊的细菌过滤器,确保截留率>99.99%。2023年新版《医疗器械监督管理条例》实施后,对水系统的实时监测提出更高要求,关键参数如电导率、TOC需实现连续监测,数据存储时间不少于3年。这些严格标准使得医疗超纯水设备的验证周期长达2-3个月,需要完成完整的安装验证、运行验证和性能验证流程。益民环保超纯水设备配备在线水质监测系统,实时监控水质变化。湖北工业超纯水设备工厂

生物制药行业对超纯水的要求极为严苛,必须同时满足药典标准和具体生产工艺需求。根据《美国药典》(USP)、欧洲药典(EP)和中国药典(ChP)规定,制药用水主要分为纯化水(PW)和注射用水(WFI)两大类。其中注射用水的标准极为严格,电导率<1.1 μS/cm(20℃),总有机碳(TOC)<500 ppb。现今生物制药超纯水设备通常采用"多效蒸馏+双膜法"的复合工艺,其中多效蒸馏器必须符合ASME BPE标准,采用316L不锈钢材质,表面粗糙度Ra≤0.5μm。对于单克隆抗体、疫苗等生物制品生产,还需额外配置病毒去除过滤器,确保截留率>4log。值得注意的是,2020年新版GMP实施后,对水系统的在线监测提出更高要求,关键参数如TOC、电导率需实现连续监测,数据存储时间不少于1年。这些严格标准使得生物制药超纯水设备的验证周期长达3-6个月,需要完成安装确认(IQ)、运行确认(OQ)和性能确认(PQ)等全套验证流程。广东实验室超纯水设备工厂益民环保提供超纯水设备升级改造服务,提升旧设备性能。

不同化学领域对超纯水有着差异化的特殊需求,催生了多样化的解决方案。在半导体化学品生产中,要求超纯水电阻率保持18.2 MΩ·cm的同时,需严格控制硼、磷等"轻元素"含量,设备需配置特殊的离子选择性 交换柱;光伏多晶硅制备过程中,对水中总金属含量要求<0.1 ppb,系统需集成多级重金属捕集装置;而在高 端试剂生产领域,需要无二氧化碳水,设备需配备气体置换单元。针对这些特殊需求,领 先厂商开发了"场景自适应"系统:当检测到生产电子级氢氟酸时,自动强化氟离子去除功能;当用于色谱分析时,优先激 活TOC控制模块。某国家 级实验室的实践表明,这种智能化解决方案使超纯水设备利用率提升40%,能耗降低25%。更专业化的应用如核化工领域,要求超纯水设备具备放射性物质去除能力,这催生了结合离子交换和膜分离的复合净化技术,可有效去除铀、钚等放射性核素,去污因子达106以上。
为应对锂电池制造的严苛要求,超纯水系统在材料、结构和控制技术方面实现多项突破。预处理环节采用"膜生物反应器+电催化氧化"组合工艺,可深度降解有机物并防止生物污染;RO系统创新采用抗污染石墨烯复合膜,通量提升40%的同时耐受pH2-12的极端清洗条件;EDI模块引入三维电极结构,使产水电阻率波动控制在±0.1 MΩ·cm以内。在终端处理方面,紫外-臭氧协同系统将TOC稳定控制在2 ppb以下,而采用PFA材质的分配管路彻底杜绝金属离子析出。某头部电池企业的实测数据显示,采用第五代超纯水系统后,极片含水量从50ppm降至10ppm以下,电池循环寿命提升15%。更前沿的技术如等离子体辅助纯化,可在常温常压下去除99.99%的硼、磷等"难缠"元素,正逐步应用于硅基负极生产线。这些创新使现代锂电池水系统的吨水电耗较传统设备降低35%,水质稳定性提升2个数量级。益民环保超纯水设备售后服务网络覆盖全国,响应迅速。
化学工业用超纯水系统在技术上实现了多项重大创新。预处理环节采用"多介质过滤+电吸附"的组合工艺,可有效去除原水中的胶体、有机物和90%以上的离子;核 心 纯化单元普遍使用抗污染型反渗透膜,配合创新的"倒极电去离子(EDR)"技术,使系统脱盐率稳定在99.8%以上。在终端处理方面,新型"紫外光催化氧化+超滤"系统可将TOC降至1 ppb以下,满足高 端 化学分析需求。如今新技术突破包括:① 石墨烯量子筛膜技术,选择性去除特定离子效率提升50%;② 智能自清洁系统,通过AI算法预测膜污染并自动启动清洗程序;③ 模块化设计使设备扩容时间缩短70%。某大型石化企业的应用案例显示,采用新一代超纯水系统后,催化剂制备用水合格率从99.2%提升至99.9%,每年节省维护费用超百万元。在特殊化学品生产领域,创新的"氮气保护循环系统"可有效防止高纯水在输送过程中吸收二氧化碳,确保水质稳定性。我们的超纯水设备支持远程监控功能,方便随时掌握设备运行状态。湖北工业超纯水设备工厂
益民环保超纯水设备采用节能泵组,降低运行能耗。湖北工业超纯水设备工厂
光伏行业对超纯水设备的品质要求极为严苛,水质直接影响硅片加工效率和电池转换效率。根据SEMI F63和GB/T 11446.1-2022标准,光伏级超纯水必须满足电阻率≥18.2 MΩ·cm(25℃)、总有机碳(TOC)<3 ppb、金属离子含量<0.1 ppb等关键参数。其中对特定杂质如硼、磷的控制尤为严格,要求含量<0.01 ppb,这些杂质会明显影响硅材料的载流子寿命。现代光伏超纯水系统采用"双级反渗透+电去离子+混床抛光+终端超滤"的五级纯化工艺,反渗透膜脱盐率需≥99.7%,终端过滤器需达到0.01μm的过滤精度。随着N型电池和HJT技术的普及,2023年新版《光伏制造行业规范条件》进一步强化了对水中总金属含量和颗粒物的管控,要求在线监测数据实时上传至监管平台,历史数据保存期限不少于3年。这些严苛标准使得头部光伏企业在超纯水设备上的投入通常占厂务系统总投资的20-25%。湖北工业超纯水设备工厂
东莞市益民环保设备有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在广东省等地区的环保行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**东莞市益民环保设备供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
- 安徽超纯水设备供应商家 2025-10-14
- 福建电子光学超纯水设备价格多少 2025-10-13
- 江苏半导体超纯水设备哪里买 2025-10-13
- 河南锂电池超纯水设备厂家 2025-10-13
- 湖北电子光学超纯水设备价格多少 2025-10-13
- 广东工业超纯水设备哪里买 2025-10-13
- 新疆电子光学超纯水设备销售公司 2025-10-13
- 河南半导体超纯水设备销售公司 2025-10-13
- 广东锂电池超纯水设备厂家 2025-10-13
- 湖南医疗器械超纯水设备厂家 2025-10-13
- 江苏锂电池超纯水设备价格多少 2025-10-13
- 湖南生物制药超纯水设备厂家 2025-10-12



