- 品牌
- 茂芳
- 型号
- P7
- 类型
- O形密封圈
- 材质
- 橡胶
- 特殊性质
- 耐磨损
- 用途
- 轴用密封,水封油封,孔用密封,回转密封,固定密封,防尘密封
- 是否进口
- 是
- 是否标准件
- 标准件
- 样品或现货
- 现货
- 加工定制
- 否
- 是否跨境货源
- 是
- 适用范围
- 汽车,泵,电器,水管,托辊,阀门,化工管道,轴承,装饰,机械,气缸,喷涂
- 厂家
- 苏州茂芳机械有限公司
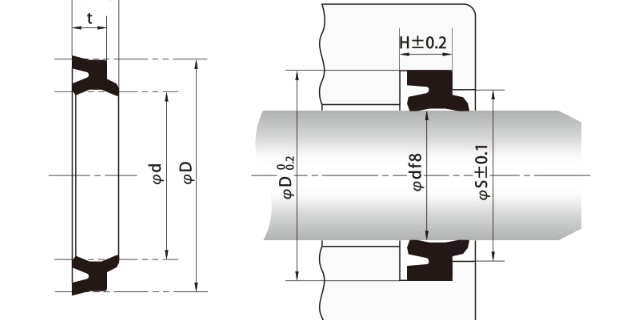
O形圈密封的沟槽设计O形圈的压缩率是通过控制密封沟槽尺寸来保证的,选定O形圈线径(亦称丝径)后,其压缩率和工作状态就规定了沟槽尺寸。1.槽宽槽宽必须大于O形圈压缩变形后的最大直径,同时保证由于运动、发热、溶胀等引起的胶圈胀大而仍旧保有足够的空间。通常取槽宽为截面直径的1.5倍,此处建议参考设计手册。2.槽深槽深是关键尺寸,主要取决于压缩变形量。通常推荐的压缩变形量在8%-30%左右,取决于应用场合。安装时勿需考虑摩擦阻力的可以取20%,存在摩擦的静止密封部位可以取10%-12%,O形圈存在往复移动的场合一般8%左右。PU聚氨脂橡胶密封圈: 聚氨脂橡胶的机械性能非常好,耐磨、耐高压性能均远优于其它橡胶。重庆丁晴橡胶O型圈常用知识

包覆氟胶的O型圈里面为黑色,包硅胶为红色。PFA包覆O型圈能在-40°--+250°温度工作。FEP包覆O型圈工作温度:-60——+200℃。由于外层是PFA/FEP材质,所以能在强酸强碱环境下不受影响而很好的工作。外覆TeflonFEP/TeflonPFAO形圈具有良好的抗溶涨性和化学稳定性,在靠近橡胶O形圈附近有很好的弹性,TelfonFEP/TeflonPFA的摩擦系数非常小(只有0.1~0.2),而且具有优良的抗气体渗透性,这些性能使得密封圈能够真正应用于恶劣的环境中。主要优点是:1、突出的耐化学性能,几乎适用于所有化学介质2、温度适用范围宽3、耐压缩性好4、良好的抗溶涨性5、耐高压6、优异的密封持久性,使用寿命长。无接缝且表面致密均匀的TeflonFEP/TeflonPFA外覆层与橡胶内芯的结合使得该O型密封圈整体保持一致的密封性,密封圈上各个点的弹性和压缩均匀,在经过持续压力作用下仍可重复安装使用由于包覆O型圈由特氟龙和橡胶组成,所以他既具有特氟龙的耐腐蚀、耐高低温性,又具有橡胶的回弹性。包覆O型密封圈与其它任何橡胶或纯Teflon制的O形圈相比,都具有无可比拟的密封性和长寿命,尤其应用在苛刻强酸强碱、高温的介质中。耐腐蚀O型圈哪里买O型圈的发展趋势如何?

正确安装O型圈是确保其密封效果的关键。在安装前,需检查O型圈的尺寸、材质是否符合要求,并清理安装部位的杂质。安装时,需使用工具将O型圈轻轻压入槽内,避免划伤或扭曲。安装完成后,需检查O型圈是否安装到位,无移位或变形现象。苏州茂芳机械有限公司是一家专业从事O型圈等密封元件研发、生产和销售的企业。公司拥有前列的研发团队和生产设备,致力于为客户提供高性能的O型圈产品。同时,公司还提供定制化服务,根据客户需求生产不同规格、材质的O型圈,满足各种特殊需求。
正确安装O型圈是确保其密封效果的关键。在安装前,需检查O型圈的尺寸、材质是否符合要求,并清理安装部位的杂质。安装时,需使用工具将O型圈轻轻压入槽内,避免划伤或扭曲。展望未来,苏州茂芳机械有限公司将继续秉承“质量为重、客户至上”的经营理念,不断提升产品质量和服务水平。公司计划加大研发投入,开发更多具有创新性和竞争力的O型圈产品,满足市场不断变化的需求。同时,公司还将积极拓展国内外市场,提升品牌影响力,成为行业内的重点企业。安装完成后,需检查O型圈是否安装到位,无移位或变形现象。HNBR氢化丁腈橡胶密封圈: 具有上佳的抗腐蚀、抗撕裂和抗压缩变形特性,耐臭氧、耐阳光、耐天候性较好。

目前,O形橡胶密封圈的制作方法还是主要用过模压法生产为主,其中模压制品的硫化方法主要有平板模压、传递模压和注射模压三种。平板模压法历史悠久。传递模压约在20世纪50年代前后开始使用,而往射模压则自60年代起逐步由塑料工业进人橡胶工业。当前发展趋势是逐步发展注压法,但由于各自适应的范围不同。三者共存并获得发展仍是现实。O形密封圈按其特点仍以平板模压为主要成型方法。在模压硫化过程中,必须严格正确掌握硫化的温度、时间和压力,并随时注意硫化过程中温度等参数的变化情况,进行相应处理,否则会造成产品欠硫或过硫。若采用自动控制系统,则整个硫化过程会自动记录和控制,以保证产品达到正硫化程度。硫化温度是橡胶O形密封圈发生硫化反应的基本条件之一,它直接影响硫化速度和产品质量。硫化温度高,硫化速度快,生产效率高;硫化温度低,硫化速度慢。硫化温度系根据配方而定,其中重要的是取决于胶种和所用硫化体系。天然橡胶适宜的硫化温度一般为143℃--150℃,合成橡胶一般为150℃~180℃。硫化时间通常按照确定的硫化温度,通过试验确定硫化时间。O形圈的制作方法主要用过模压法生产为主,其中模压制品的硫化方法有平板模压、传递模压和注射模压三种。安徽橡胶O型圈工厂直销
o型圈结构小巧,装拆方便,静、动密封均可使用,动摩擦阻力小,使用单件O形圈,可对两个方向起密封作用。重庆丁晴橡胶O型圈常用知识
硫化温度是橡胶O形密封圈发生硫化反应的基本条件之一,它直接影响硫化速度和产品质量。硫化温度高,硫化速度快,生产效率高;硫化温度低,硫化速度慢。硫化温度系根据配方而定,其中重要的是取决于胶种和所用硫化体系。天然橡胶适宜的硫化温度一般为143℃--150℃,合成橡胶一般为150℃~180℃。硫化时间通常按照确定的硫化温度,通过试验确定硫化时间。橡胶制品在硫化过程中加压,其目的在于使胶料易于流动,充满型腔,防止硫化过程中产生气泡,提高产品的致密性。硫化压力的大小视胶料硬度、模具大小而定。胶料硬度高、模具尺寸大时,压力可大些,反之则应适当减小压力。重庆丁晴橡胶O型圈常用知识
FKM橡胶、FKM橡胶和外覆FEP/PFA的包覆式O-ring三种O-ring在压缩装置中的测试结果表示,将硅橡胶或氟橡胶的物理性能与TeflOnFEP/TeflOnPFA的化学性能相结合而形成的包覆式O-ring在保持橡胶性能的同时又具有良好的耐压缩性.包覆式O-ring的制造需通过严格的质量控制,通过采用一种特殊的技术使得TeflOnFEP聚合物完全包着橡胶内芯,而且保证此种O-ring具有所要求的标准公差.所用的数据表明我们对包覆式O-ring产品具有良好的质量承诺,这是建立在性能测试和严格的质量控制基础之上,以保证客户满意、安全地使用此产品.包覆式O-ring与其它任何橡胶或纯Tefl...
- 四川耐油磨O型圈订做价格 2026-04-09
- 河南耐腐蚀O型圈电话 2026-04-09
- 安徽J型O型圈 2026-04-09
- 浙江聚氨酯O型圈 2026-04-09
- 河南O型圈定制 2026-04-09
- 陕西耐低温O型圈商家 2026-04-09
- 安徽耐腐蚀O型圈电话 2026-04-09
- 浙江耐腐蚀O型圈厂家现货 2026-04-09
- 广东食品级硅胶O型圈批量定制 2026-04-09
- 湖北耐高温O型圈厂家报价 2026-04-09



- 上海耐酸碱O型圈电话 2026-04-08
- 重庆耐酸碱O型圈 2026-04-08
- 河北O型圈哪里买 2026-04-08
- 西藏耐酸碱O型圈价格表 2026-04-08
- 甘肃耐低温O型圈定制 2026-04-08
- 北京氟胶O型圈市场价 2026-04-08




- 无锡气缸防尘圈订做价格 05-02
- 徐州气缸防尘圈 05-02
- 四川品牌防尘圈厂家报价 05-02
- 湖州LBH防尘圈工厂直销 05-02
- 宁波GA防尘圈 05-02
- 四川丁晴橡胶防尘圈供应商 05-02
- 山东防尘圈商家 05-02
- 宿迁聚氨酯防尘圈工厂直销 05-02
- 四川比较好的防尘圈常见问题 05-01
- 宿迁防尘圈工厂直销 05-01