- 品牌
- HUCK,WOTON
- 型号
- 单面铆钉
在铆钉连接过程中,连接件之间需要保持的距离是一个关键参数,它直接影响到连接的强度和稳定性。边距边距是指铆钉孔中心到连接件边缘的距离。一般要求:边距应根据连接件的材料、厚度和受力情况来确定。一般情况下,边距应在合理范围之间,以保证连接件在边缘处有足够的强度。边距过小可能导致连接件在边缘处发生剪切破坏或开裂。特殊情况:飞机结构各部位铆接的板材边部,须保证铆钉边距足够,即将铆钉边距延伸到加强筋一侧的边部。同一板件中铆钉边距应保持一致,以确保连接的均匀性和稳定性。优良品质单面铆钉,单侧安装,轻松解决连接难题。气动单面铆钉MBTC

铆钉厚度的标准通常取决于多个因素,包括所应用的行业、连接材料的性质、载荷要求以及相关的国家标准和行业规范等。在一般的机械制造领域,铆钉厚度的标准可能基于常见的机械设计手册和标准,如ISO(国际标准化组织)、GB(国家标准)等制定的规范。对于特定的行业,如航空航天、汽车制造等,由于对安全性和可靠性的要求极高,铆钉厚度的标准往往更为严格和精确。这些标准通常会考虑到飞行中的空气动力学、汽车行驶中的振动和冲击等复杂工况。例如,在某些航空航天标准中,铆钉的厚度可能需要精确到微米级别,并经过严格的质量检测和认证。气动单面铆钉MBTC高性能单面铆钉,单侧安装,轻松打造坚固连接。

单面铆钉的生产工艺流程通常包括以下主要步骤:材料选择:根据铆钉的使用要求和性能需求,选择合适的原材料,如高强度钢材、铝合金等。线材拉拔:将原材料通过拉拔工艺,制成所需直径的线材。切断:按照预定的铆钉长度,将线材切断成段。头部成型:使用冷镦机或冲压设备,对切断后的线材一端进行头部成型,形成铆钉的头部形状。表面处理(如有需要):根据铆钉的使用环境和要求,进行表面处理,如镀锌、镀铬、磷化等,以提高耐腐蚀性或改善摩擦性能。热处理(如有需要):对铆钉进行适当的热处理,如淬火、回火等,以调整其机械性能。质量检测:对成型后的铆钉进行各项质量检测,包括尺寸测量、硬度测试、抗拉强度测试、外观检查等,确保铆钉符合质量标准。包装储存:将合格的铆钉进行包装,以便储存和运输。
间隙的消除措施为了消除或减小连接件之间的间隙,可以采取以下措施:精确控制孔径大小:在钻孔之前,做好充分的测量和准备工作,确保孔径适合所使用的铆钉规格。选择合适的铆钉:根据连接件的材料、厚度和受力情况选择合适的铆钉直径和长度。优化铆接工艺:采用适当的铆接方法和工具,确保铆接力均匀、稳定。在铆接过程中注意控制铆接速度、温度等参数,避免对连接件造成损伤。加强质量控制:对铆接过程进行严格的质量控制,包括检查孔径大小、铆钉规格、铆接质量等,确保连接件之间的间隙在合理范围内。高效单面铆钉,单侧作业,节省时间与精力。

单面铆钉的厚度对铆接效果的影响是多方面的,涉及连接的强度、稳定性、耐久性以及与连接板之间的相互作用。连接稳定性的影响减少塑性变形:较厚的铆钉在受力时更不易发生塑性变形,从而保持连接的稳定性。塑性变形可能导致连接部位松动或变形,影响连接的可靠性和耐久性。抗疲劳地关键性能:厚铆钉具有更好的抗疲劳性能,能够在长期承受循环载荷的情况下保持连接的稳定性。而这对于需要经受频繁振动或冲击的应用场景更是尤为重要的。单面铆钉,单侧作业,展现良好连接性能。美国HUCK单面铆钉99-5101
单面铆钉,单侧安装的优良选择,连接牢固耐用。气动单面铆钉MBTC
铆钉直径过小带来的危害强度不足:铆钉直径过小会导致其承载能力降低,无法提供足够的强度来抵抗外部载荷。这可能导致连接部位在受力时发生破坏,影响整个结构的安全性。增加铆钉数量:为了达到所需的连接强度,当铆钉直径过小时,可能需要增加铆钉的数量。这不仅增加了成本和施工难度,还可能对连接板的外观和性能造成不利影响。施工不便:过小的铆钉直径可能使得在铆接过程中难以准确对位和固定,增加了施工的复杂性和难度。降低铆接质量:铆钉直径过小还可能导致铆接过程中镦粗量不足,使得铆钉头成形不完整。这将严重影响铆接的强度和紧密性,降低连接的整体质量。气动单面铆钉MBTC
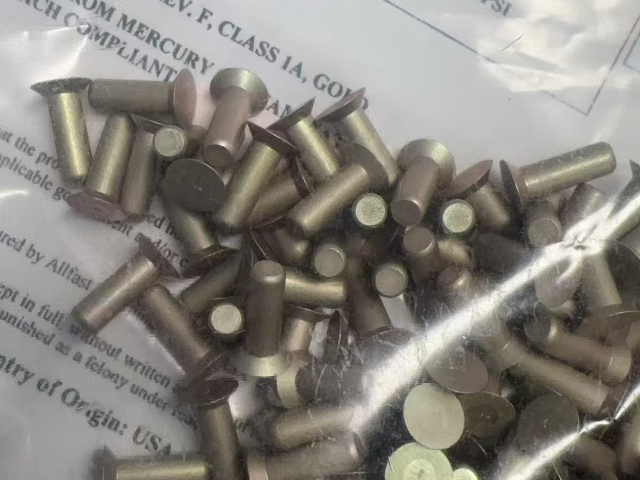
案例:维斯塔斯V16力发电机叶片连接中,单面铆钉承受百万次循环载荷无失效。结构适应性:多场景覆盖头型设计灵活扁圆头:通用性强,适用于建筑、家具等常规连接。沉头:表面平滑,用于电器外壳、仪器面板等需齐平的场景。大帽沿:增加铆接面积,适用于软质材料(如塑料、复合材料)连接。密封与导电性能封闭型铆钉:盲镦头完全封闭孔洞,防止液体、气体泄漏,适用于高压容器、管道连接。导电铆钉:表面镀层优化,用于电子设备接地或电磁屏蔽。复合材料兼容性锥形钉头设计减少碳纤维、玻璃纤维等复合材料的分层风险,广泛应用于航空、风电领域。先进单面铆钉,单侧安装,追随连接新潮流。GBP单面铆钉MBP-R优势:延长使用寿命,海洋平台...
- 美国哈克单面铆钉99-3006 2026-03-08
- 气动单面铆钉2624 2026-03-07
- 单面铆钉单面铆钉2581 2026-03-07
- 汽车座椅用单面铆钉99-5010 2026-03-07
- 电动单面铆钉99-5010 2026-03-06
- 气动单面铆钉99-100-245 2026-03-06
- 美国原装进口单面铆钉99-7854 2026-02-26
- 可追溯单面铆钉99BOM 2026-02-26
- 合肥单面铆钉 2026-02-26
- 电动单面铆钉99MBT-16 2026-02-24

- 短尾单面铆钉99-5008 2026-02-13
- 环槽铆钉单面铆钉256 2026-02-11
- 汽车座椅用单面铆钉HPT57RH 2026-02-11
- GBP单面铆钉SF46 2026-02-11
- GBP单面铆钉99-3204 2026-02-10
- 无断槽单面铆钉G84 2026-02-10




- 浙江GAGEBILT 05-05
- 重卡车架用GAGEBILTR01l080CHB040XA01 05-05
- 上海单面铆钉CHERRY铆枪 05-04
- 汽车座椅用CHERRY铆枪99-5008 05-04
- 无断槽GAGEBILTMBTC 05-04
- 光伏支架用CHERRY铆枪2583 05-04
- 马鞍山CHERRY航空铆钉2620 05-04
- 常州CHERRY航空铆钉GB741 05-04
- 马鞍山CHERRY航空铆钉2025 05-03
- 内蒙古CHERRY铆枪HK432-2 05-03