- 品牌
- 上海赋贝
- 型号
- 齐全
自动化生产线的仪器仪表--自动化工厂的调节系统仪器仪表(英文:instrumentation)仪器仪表是用以检出、测量、观察、计算各种物理量、物质成分、物性参数等的器具或设备。真空检漏仪、压力表、测长仪、显微镜、乘法器等均属于仪器。自动化工厂中需要应用各种仪器仪表,比如测量压力、液位、流量、温度等一些控制过程所需要的参数值,就需要相关的仪器仪表。自动化软件--自动化工厂的心脏AutomationSoftware,由于工业控制系统的管控一体化趋势控制工程网版权所有,使得工业控制系统与传统IT管理系统以及互联网相连通,内部也越来越多地采用了通用软件、通用硬件和通用协议。比较常见的是SCADA自动化软件。SCADA自动化系统(supervisorycontrolanddataacquisition),就是我们所说的数据采集与监控系统。它主要是受计算机技术得支撑,对各种生产过程进行调度自动化控制的系统。SCADA自动化软件,可以在无人看管的情况下,自动化的对生产进行长时间的精细监椌,并且从中获取有效的信息数据,为监管的管理者提供有力的评价参考。自动化生产线可以减少生产过程中的环境污染。徐州全自动化生产线生产厂家
自动化生产线
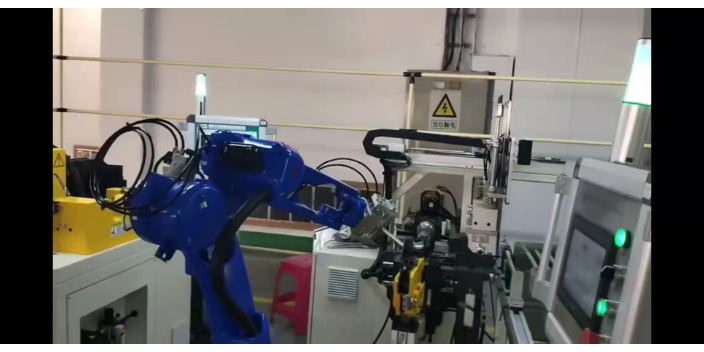
现已与ABB工业机器人合作,为客户提供机器人单机销售、集成服务、机器人安全生产线等服务。 汽车管路件生产线主要运用桁架机械手或机器人,对管件进行多重管端加工组合、弯管加工组合‘冲孔加工组合、铆压加工组合,以实现汽车空调系统管路件、发动机油路及冷却系统管路件、排气系统管路件等车用管路件的加工,包括镦头、扩缩口、装压板、挤鼓、旋沟、胶管扣压、弯管、测量、喷码、打包等一系列过程。 汽车管路件生产线主要包括:管端弯管自动线、镦旋弯自动生产线、机器人镦旋弯自动生产线双机器人自动线、桁架机械手自动线、机器人自动弯管单元、全自动小R生产线。徐州全自动化生产线生产厂家自动化生产线可以在24小时内持续运行,提高生产能力。

它的产品与流道料的自动输送系统,该系统有两种常用的方式:一种是产品和流道料从注塑机模具中顶出后,直接掉入注塑机下面坑道内的皮带输送系统,通过此皮带将产品和流道料输送到集中包装区;另一种是通过机械手将产品和流道料直接放入注塑机旁的皮带输送系统,同样通过皮带将产品和流道料输送到集中包装区。这两种方式一个共同的地方就是在皮带的出口,也就是集中包装区都设有一个大的转盘,所有的产品和流道料在转盘处由工人进行分检和包装。实现以上四个方面的自动化时,整个注塑机作业区就可以实现无人化和熄灯作业,只需工作开机前进行换模和调试时在场操作,正常生产时,有安排少量人员在包装区作业。这样整个生产环节,除检验和包装外,基本上实现了生产的自动化。
自动化生产线的变频器自动化工厂的交换器变频器(Variable-frequencyDrive,VFD)是应用变频技术与微电子技术,通过改变电机工作电源频率方式来控制交流电动机的电力控制设备。变频器主要由整流(交流变直流)、滤波、逆变(直流变交流)、制动单元、驱动单元、检测单元微处理单元等组成。变频器靠内部IGBT的开断来调整输出电源的电压和频率,根据电机的实际需要来提供其所需要的电源电压,进而达到节能、调速的目的,另外,变频器还有很多的保护功能,如过流、过压、过载保护等等。自动化生产线可以通过自动化调度和优化提高生产效率。

它的抽入芯系统通常包括油缸抽芯,导滑板抽芯以及斜撬杆抽芯形式,其中导滑板和斜撬杆抽芯,是依靠注塑机开合模动作实现抽入芯,效率高。模具材料,模架采用50C钢,型腔型芯通常采用4Cr13电渣钢,进行调质处理,硬度为:HRC28-32,经粗加工后再进行表面激光淬火到HRC48-52,外标准件如压条、耐磨块等通常采用P20调质处理,硬度为HRC28-32,精加工后再表面氮化,提高零件耐磨性能。自动化生产管件的模具与一般管件模具生产的产品比较。。自动化生产线可以减少生产过程中的人为操作复杂性。苏州管路成型自动化生产线供应商家
自动化生产线可以减少生产过程中的人为疏忽和疲劳。徐州全自动化生产线生产厂家
我国PVC-U排水管件的生产比较早是从二十世纪八十年代末期开始的。那时的注塑机主要是以配方粉料作为生产用料,模具全部都是采用大浇口直接进胶方式设计和制作,生产车间粉尘大,产品需要大量的人工进行浇口的修剪。原料先按照配方进行称量,投入到高混机,高混到130后再转入低混,低混温度降至60 以下放出。靠人工一袋袋投入到注塑机料斗中,早期生产工艺相对简陋;其塑化效果差,产品的外观和内在质量都不太稳定。而且随着生产的不断进行,螺杆料筒经过磨损后,粉料就不容易下料,影响生产的正常进行。徐州全自动化生产线生产厂家
- 上海空调水管自动化生产线供应商家 2026-02-02
- 苏州空调水管自动化生产线多少钱一台 2026-02-01
- 连云港汽车刹车管自动化生产线改造 2026-02-01
- 盐城空调水管自动化生产线生产厂家 2026-02-01
- 镇江管路自动化生产线回收 2026-02-01
- 上海管材自动化生产线保养维修价格 2026-02-01
- 上海管路自动化生产线型号 2026-01-31
- 南京管材成型自动化生产线安装销售 2026-01-31
- 连云港管材自动化生产线报价 2026-01-31
- 苏州管路成型自动化生产线保养维修价格 2026-01-31
- 泰州管材成型自动化生产线解决方案 2026-01-31
- 南通管路成型自动化生产线改造 2026-01-31