生物分离膜在食品饮料行业中的应用极广,涵盖了多个加工环节。在饮料加工中,超滤和微滤技术可用于生产纯净水,去除果汁、酒类和乳制品中的悬浮物和微生物,提高产品的澄清度和稳定性。在乳制品工业中,生物分离膜可用于乳清蛋白的回收和牛乳的浓缩,提升产品营养价值。在酿酒工业中,膜技术可用于低度酒的除浊澄清,去除酒中的浑浊物和微生物,延长保存期。此外,生物分离膜还可用于果胶提取、大豆蛋白回收以及食品加工用水的净化,确保食品安全。其多功能性和高效性使其成为食品饮料行业的重要技术支撑。不同尺寸的生物物质能够被有效筛分,得益于生物分离中空纤维膜微小且均匀的孔径。河北食品饮料DNA纯化中空纤维膜

使用生物分离中空纤维膜为生物技术企业和研究人员带来了诸多好处。对于企业而言,中空纤维膜的高效分离能力和低能耗特点明显降低了生产成本,提高了生产效率。其模块化设计和易于维护的特性减少了设备更换频率和维护成本,提高了生产的稳定性和可靠性。对于研究人员而言,中空纤维膜能够提供高纯度的生物样品,为后续实验提供了可靠的基础。此外,中空纤维膜在生物分离中的应用减少了对化学试剂的依赖,降低了潜在的污染风险。总之,生物分离中空纤维膜的普遍应用不仅提升了生物技术领域的技术水平,也为社会和环境带来了积极影响,实现了经济效益与环境效益的双赢。重庆食品饮料DNA浓缩中空纤维膜解决方案细胞培养基过滤中空纤维膜的重点功能是实现细胞培养基的高效澄清和杂质去除。

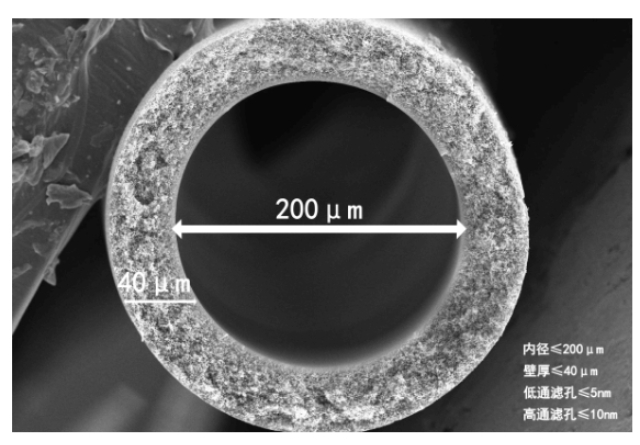
生物分离膜具有多个明显特点,使其在化工制造业中表现出色。首先,生物分离膜的孔径分布均匀,能够实现对特定分子的选择性分离。这种精确的孔径控制使得生物分离膜能够根据不同物质的分子量进行高效分离,提高分离效率。其次,膜表面可进行功能化修饰,赋予其特异性识别和分离能力,进一步提升分离效果。此外,生物分离膜的耐污染能力强,可通过反冲洗等方式减轻膜污染,延长使用寿命。其良好的生物相容性能够保护活性物质的完整性,避免因膜材料引起的变性或失活。这些特点使得生物分离膜在化工制造业中不仅高效,还具有良好的可靠性和经济性,为企业的长期稳定生产提供了保障。
酶回收所用的中空纤维膜,在工艺整合与流程优化上表现出其独特价值。它能够与多样的上游及下游工艺实现顺畅对接,构建出一个完善且高效的酶回收作业流程。在上游阶段,该膜装置与酶反应设备紧密相连,即时接收反应完毕的混合液,进行酶的回收处理;而到了下游环节,回收得到的酶则可轻松地进入浓缩、纯化流程,或直接返回到反应体系中继续使用。以生物柴油的生产为例,当脂肪酶催化完成酯交换反应后,中空纤维膜回收系统能够迅速介入,有效回收脂肪酶并去除其中的杂质,随后将浓缩的脂肪酶重新加入到反应釜中,参与到新一轮的反应中去。这流程省去了繁琐的中间转移及处理步骤,增强了工艺的连贯性与自动化水平,降低了能耗并减少了设备所占用的空间,成功实现了酶回收流程与整体生产工艺的协调优化,进而提升了企业的生产效率及资源利用效果。在果汁生产中,食品饮料发酵液中空纤维膜可用于澄清和浓缩发酵果汁,去除果肉、果胶和悬浮颗粒。
生物分离领域的中空纤维膜,在自动化生物分离流程中展现出良好的兼容特性。它能够轻松与自动化仪器设备相结合,在自动化生物分离平台上实现高效且可靠的运作。借助编程控制技术,可以灵活调整中空纤维膜的过滤参数,包括压力值、流速大小及操作时长等,以适应多样化的生物样本和分离目标。在高通量生物样本处理的实验室环境或生物制药的生产流程中,自动化的中空纤维膜分离系统能够持续稳定地运行,有效降低了人工操作的误差率及劳动强度,提升了生物分离的效率和结果的重复性。这为大规模、标准化的生物分离任务提供了坚实的支持,进一步推动了生物分离技术朝着智能化的方向不断迈进。食品饮料发酵液中空纤维膜在发酵液处理中展现出明显的优势。山东化工制造业中空纤维生物分离膜价钱
不同的生物产品生产企业使用生物分离中空纤维膜时,应用的侧重点各有千秋。河北食品饮料DNA纯化中空纤维膜
使用生物分离膜为食品饮料生产带来了诸多明显好处。首先,生物分离膜能够在常温下实现高效的分离和纯化,明显降低了生产过程中的能耗。其次,该膜技术能够有效去除杂质和微生物,同时保留食品的营养成分和风味,提升了产品的品质和安全性。生物分离膜的抗污染性能强,减少了膜的清洗和更换频率,降低了维护成本。此外,其紧凑的结构设计和模块化安装方式使得生物分离膜能够灵活应用于不同的生产系统,提高了系统的运行效率和可靠性。这些好处不仅提升了生产的效果和经济性,还为食品饮料行业的可持续发展提供了有力支持,推动了行业向高效、节能、环保的方向发展。河北食品饮料DNA纯化中空纤维膜