
- 品牌
- 捷福欣
- 型号
- Typ-C数据线
- 接口类型
- USB
- 读卡类型
- SD,CF
- 外形结构
- 圆形
- 制作工艺
- 注塑
- 加工定制
- 是
- 线芯材质
- 镀锡铜线
- 产品认证
- UL
- 使用线材
- NOUL 28#*1P+24#*2C
- 额定电压
- 300
- 接触电阻
- 0.6
- 厂家
- 捷福欣
线束在汽车工业中的重要性
在汽车工业中,线束是不可或缺的关键部件。现代汽车通常包含数千根电线,这些电线通过线束有序地连接在一起,形成一个复杂的电气网络。线束的质量直接影响到汽车的安全性、可靠性和性能。例如,发动机线束需要承受高温和振动,而车身线束则需要具备良好的柔韧性和耐腐蚀性。随着电动汽车和智能汽车的普及,线束的设计和制造要求也在不断提高,以满足更高的电气性能和信号传输需求。
线束的环保与可持续发展
随着环保意识的增强,线束行业也在积极探索可持续发展的路径。传统的线束材料如PVC在生产和使用过程中会产生有害物质,对环境造成污染。因此,越来越多的企业开始采用环保材料,如无卤素材料、可降解材料和可再生材料。此外,线束的回收和再利用也成为行业关注的焦点。通过改进设计和制造工艺,减少材料浪费和能源消耗,线束行业正在为实现绿色制造和循环经济做出贡献。 线束的设计需要考虑电流负载|电压降以及电磁干扰等因素,以确保系统的安全性和可靠性。同轴线束
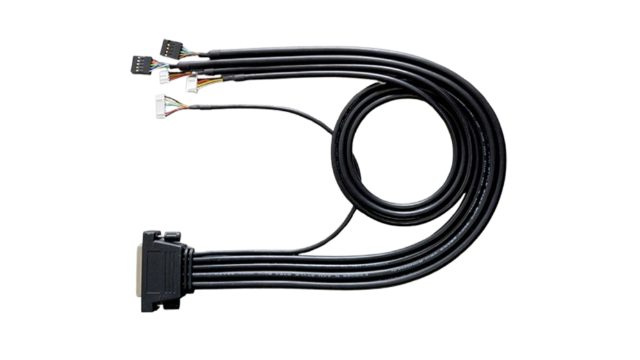
线束
线束,作为电子设备与电气系统中的神经脉络,承载着电流与信号的传输重任。它由多根电线、电缆、连接器及保护材料组成,经过精密设计与制造,确保电气连接的安全可靠。线束不仅要求电气性能好,还需具备优异的机械强度、耐环境性能和安装便捷性。在汽车电子领域,线束更是不可或缺,它连接着发动机、电池、传感器等关键部件,形成复杂的通信网络,确保汽车的正常运行。线束的制造过程涉及裁剪、剥皮、压接、焊接、组装和测试等多个环节,每一步都需严格控制质量,以确保终端产品的可靠性和耐用性。Zigbee接口线束生产厂家在汽车电子系统中,线束的维护和保养不容忽视。

先进的生产工艺
1.裁线工序:这是线束加工的起始环节,捷福欣十分重视。操作前,工作人员会仔细检查裁线机台是否正常运转,裁刀是否完好无损,工作台面是否整洁无杂物。依据工程图或作业指导书,精确确认线材规格,精心调试机台并设定恰当参数,先试裁3-5条线材,经严格检验尺寸合格后,才会进行批量作业。在整个过程中,严格控制线材尺寸在公差范围内,确保裁线时线材无刮伤,切口平齐。裁好的线材会按每50或100条扎为一扎,并清晰标示线规和长度,避免混淆出错。
2.穿护套(或PG塑件、面板):对于需要穿护套等部件的线材,捷福欣会在打端子前严格按照要求进行操作,确保护套端方向准确无误,为后续工序的顺利进行提供保障。
3.剥皮工序:剥皮机台在作业前同样要经过细致检查,确保机台正常、刀口完好。依据工程图或作业指导书调试好机台后,先试作3-5条,确认合格后才开展批量操作。在剥皮过程中,严格保证尺寸在公差范围内,坚决避免剥断导体铜丝,确保切剥口平整,以保证导线的电气性能不受影响。
线束产品的标准化与规范化,是现代化电子设备与电气系统发展的重要保障。线束生产制造商需遵循国家和行业的标准和规范,对线束产品的原材料、加工工艺、质量控制等方面进行标准化和规范化管理。这不仅可以提高线束的制造水平和质量,还可以降低生产成本和安全风险。同时,标准化和规范化还可以促进线束的互换性和通用性,提高产品设备的兼容性和可维护性。因此,线束的标准化与规范化已成为现代电子设备与电气系统发展的重要保障。线束的导体材料包括铜|铝等,不同材料在导电性能|成本和重量方面各有优势。

线束产品的智能化与自动化生产,是现代化电子设备与电气系统发展的重要方向。线束生产厂家需引进先进的智能化和自动化技术,实现线束的智能化和自动化生产。这不仅可以提高线束产品的生产效率和产品质量,还可以降低生产加工成本和安全风险。同时,线束加工厂还需建立完善的智能化和自动化生产体系和方法,以便更好地实现线束的智能化和自动化生产。通过这些智能化和自动化生产技术和方法,制造商可以推动线束生产技术的创新和进步。线束的耐磨损性能直接关系到其使用寿命。同轴线束
线束的布局和走向对车辆的重量分布有重要影响。同轴线束
精益生产在线束加工工艺中的应用,包括精益生产理念的理解、精益生产方法的实施以及持续改进的策略和方法,主要从自动化及工艺两方面改善,其一智能制造与自动化技术在线束加工工艺中的应用,包括自动化设备的选用、智能制造系统的构建以及自动化生产流程的优化方法。其二线束加工工艺中的质量控制方法,包括质量数据的收集与分析、质量问题的识别与处理方法以及质量改进策略的制定与实施方法。线束加工工艺中的环境适应性要求,包括环境因素的识别与评估、环境适应性测试方法以及环境适应性改进措施。同轴线束

先进的生产工艺: 1.铆压端子:该工序由专业技术人员负责调试机台,试作 3 - 5 条产品确认合格后,方可进行大规模生产。在铆压过程中,严格把控端子铆压拉力或高度符合标准要求,杜绝深打、浅打、飞丝、端子变形、铆压过高或过低等不良现象的出现。同时,高度重视安全生产,严禁操作人员在铆压时将手伸入刀模内。此外,为确保铆压质量,还会进行拉力测量,通过拉扯被压着的端子与线材,判断铆压端高度是否适宜,检测其破坏强度,弥补单纯高度检测的缺陷,切实保障产品质量。 2.组装胶壳:将铆压好的端子,按照卡口片方向与塑壳卡同向的要求,平稳地推入塑壳。当听到清脆的卡喀声后,轻轻回拉线材,检查端子是否正确...
- 线束 2026-03-17
- 汽车发动机线束加工 2026-03-17
- DisplayPort接口线束生产厂家 2026-03-17
- 以太网线束 2026-03-16
- 屏蔽线束 2026-03-16
- 柔性线束加工厂 2026-03-16
- 智能电网线束生产加工厂 2026-03-15
- 电源线束定制厂家 2026-03-14
- 电源线束生产厂家 2026-03-14
- DisplayPort接口线束生产加工厂 2026-03-14





- Thunderbolt接口车灯电子线加工 03-19
- 找捷福欣做车灯电子线测试报告解读 03-19
- 捷福欣科技车灯电子线参数对比 03-19
- 捷福欣科技电子电子线参数对比 03-19
- 捷福欣科技车灯电子线生产工艺改进效果 03-19
- 视频信号传输电子线生产 03-19
- 捷福欣科技车灯电子线生产工艺 03-19
- 自动化设备车灯电子线生产厂家 03-19
- 多芯车灯电子线厂家 03-19
- 捷福欣科技车灯汽车线束定制价格构成分析 03-19