东莞市迦美自动化设备有限公司自创立以来,始终深耕自动化载带成型技术领域,其关键团队由十余年载带行业经验的工程师组成,在机械设计与精密模具开发上形成了独特的技术壁垒。公司专注于SMD贴片载带成型机的研发与制造,设备覆盖12-88毫米宽度范围,可适配从微型01005电容到大型QFN芯片的包装需求。通过引入伺服电机与闭环控制系统,迦美载带成型机实现每小时200-360米的高速稳定生产,较传统机型效率提升60%。例如,在PS材料载带生产中,设备采用动态压力补偿技术,将口袋深度误差控制在±0.01mm以内,满足汽车电子行业对高精度载带的需求。迦美以技术驱动为关键,持续推动载带成型机向智能化、柔性化方向升级,为全球电子制造企业提供定制化解决方案。通过张力控制系统,设备可自动调节载带收卷张力,避免卷曲或拉伸变形。上海自动化载带成型机
针对不同电子元器件的包装需求,自动化载带成型机需适配多样化材料与工艺参数。例如,PS材料载带生产需185-205℃高温与90-130bar压力,成型周期控制在1.2-1.5秒;PC材料则需250-270℃高温与160-200bar高压,成型周期延长至1.8-2.2秒。设备通过智能材料数据库,自动匹配工艺参数,并支持微发泡注塑技术,在PC载带中注入超临界CO₂形成微孔结构,材料用量减少18%的同时保持强度。针对柔性电子器件包装,设备采用真空吸附成型技术,避免材料褶皱与变形。某企业应用该技术后,单条载带成本降低0.05元/米,年节省材料费用超400万元。此外,生物基pla材料载带生产技术已进入量产验证阶段,其可降解特性符合欧盟环保法规,有望成为下一代主流材料。浙江智能化载带成型机厂家载带成型机的模具温度均匀性达±2℃,保障载带成型质量的一致性。

针对不同电子元器件的包装需求,载带成型机需适配多种塑料基材。例如,PS材料因其流动性好、成本低,常用于常规电阻电容载带;PC材料则因高的强度、耐高温特性,适用于汽车电子等高级领域。设备通过智能材料识别系统,自动匹配工艺参数:PS材料成型温度通常设定在180-200℃,注射压力80-120bar;PC材料则需240-260℃高温与150-180bar高压。此外,针对超薄载带(厚度<0.2mm)生产,设备采用微发泡注塑技术,通过注入氮气形成微孔结构,在保证强度的同时降低材料用量15%。某企业应用该技术后,单条载带成本降低0.03元/米,年节省材料费用超200万元。
智能化载带成型机通过融合工业物联网(IIoT)、人工智能(AI)与高精度机械控制技术,实现了从材料处理到成品检测的全流程智能化。其关键系统包括智能温控模块、自适应压力调节装置与视觉引导定位系统。智能温控模块采用分布式加热架构,结合红外热成像技术,实时监测材料表面温度分布,自动调整各区段加热功率,确保材料在成型过程中温度均匀性误差小于±0.8℃。自适应压力调节装置通过压力传感器与AI算法,动态优化模具压力曲线,针对不同材料厚度(0.12mm-0.6mm)自动匹配比较好成型压力,使载带口袋深度一致性达到±0.015mm。视觉引导定位系统则利用双目立体视觉技术,实时校准拉带偏移量,确保定位孔间距误差低于±0.02mm。某企业应用该技术后,载带产品尺寸精度提升40%,生产效率提高65%。通过PLC控制系统,载带成型机可预设20组工艺参数,一键切换不同规格生产。
迦美载带成型机正加速向智能化转型,其新的机型集成工业物联网(IIoT)模块,可实时上传生产数据至云端。通过AI算法,设备可预测模具寿命(误差<3%)、优化工艺参数并自动调整生产节奏。例如,在PS材料载带生产中,系统根据材料厚度波动(±0.02mm)动态调整注射压力,确保口袋深度一致性。此外,迦美开发了数字孪生平台,支持虚拟调试与工艺仿真,将新模具开发周期缩短60%。某企业应用该技术后,设备综合效率(OEE)从78%提升至93%,工艺验证成本降低70%。未来,迦美计划引入5G远程运维技术,实现设备故障的实时诊断与远程修复,进一步降低客户停机时间。载带成型机的压力传感器可实时监测热压压力,确保载带槽孔深度一致性。浙江智能化载带成型机厂家
通过伺服张力控制,设备可实现载带收卷齐整,边缘误差小于±0.1mm。上海自动化载带成型机
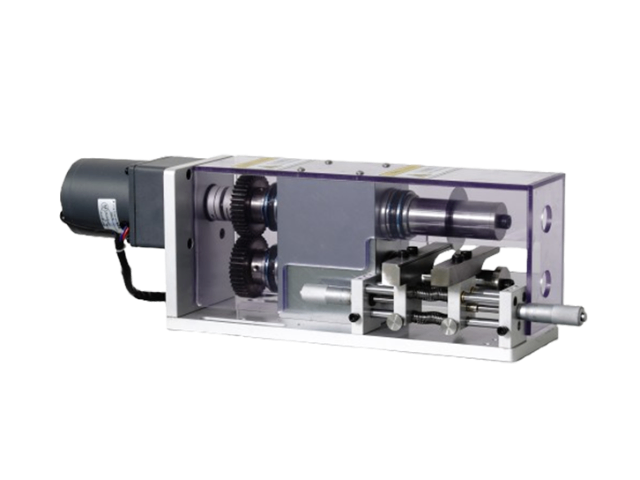
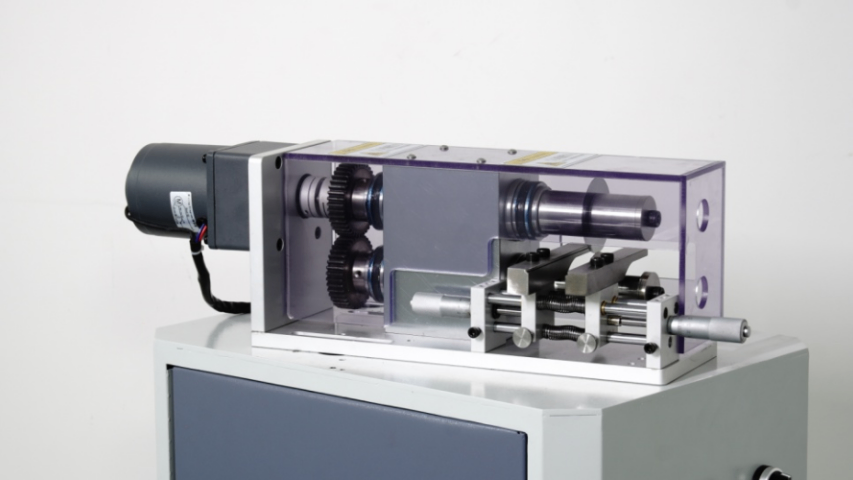
载带成型机通过精密的热塑成型技术,将塑料基材转化为电子元器件的专门使用包装载体。其关键 流程包括加热、成型、冲孔与收卷四大环节:首先,塑料基材经加热装置升温至190℃-245℃(具体温度依材料特性调整),使其达到可塑状态;随后,材料被输送至成型模具区域,通过压缩空气或机械推模机构,使材料贴合模具型腔形成载带口袋结构;冲孔环节则利用气压驱动的冲孔模具,在载带边缘精确冲出定位孔,确保后续自动化贴装设备的识别精度;终,收卷装置通过感应电机控制卷盘转动,实现直径达1米的超大卷盘收料。该过程对温度、压力与速度的协同控制要求极高,例如生产PS材质载带时,温度需严格控制在190℃-235℃区间,压力设定为5-8kgf/cm²,以确保载带口袋的尺寸精度与表面平整度。上海自动化载带成型机