- 品牌
- 量化检测
- 服务项目
- 洁净室检测
洁净室的人员密度控制是维持环境洁净度的关键环节,需根据洁净度等级严格限定。其中,万级洁净室因对粒子浓度要求更高,人员密度需控制在≤0.2人/m²(如100平方米区域只能容纳20人);十万级洁净室可适当放宽至≤0.5人/m²,但仍需避免人员聚集——过多人员会因呼吸、动作产生大量皮屑、毛发等粒子,同时呼出的湿气会改变室内温湿度平衡,增加微生物滋生风险。操作人员需通过系统培训并考核合格(满分100分时合格线≥80分)方可进入洁净室。培训内容涵盖洁净服标准化穿戴流程(如发罩需覆盖至耳根、手套需包裹袖口)、手部及表面消毒的正确方法(如75%乙醇擦拭时间不少于30秒)、以及突发情况应急处理(如压差异常时的撤离路线)。为确保技能熟练度,每年需组织复训,考核不合格者需暂停进入洁净室,待重新培训并通过考核后方可恢复权限。这种人员管控机制,既从源头减少了污染物产生,又通过能力认证保障了操作规范性,是洁净室日常管理中不可或缺的一环,直接影响产品质量与生产环境的稳定性。洁净室浮游菌检测采用撞击法,万级区域每立方米浮游菌数不得超过 100CFU,确保微生物受控。汕尾洁净室检测温度

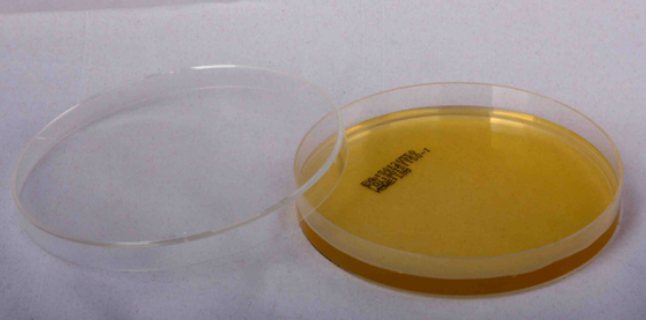
沉降菌培养皿的制备与操作需严格遵循无菌规范,确保检测结果的准确性。培养皿使用前必须经121℃高压蒸汽灭菌20分钟,通过高温高压彻底杀灭皿内及培养基中的微生物;灭菌后需随机抽取空白培养皿进行无菌性验证,若培养后出现菌落,则整批培养皿作废,防止污染干扰检测结果。采样时,培养皿需避开阳光直射(避免紫外线杀灭微生物)和送风口直吹区域(防止气流扰动导致菌落计数偏差),放置高度需与产品生产平面保持一致(如灌装线操作台高度),确保真实反映产品接触环境的微生物状态。暴露完成后,需立即加盖并倒置放入培养箱(30-35℃培养48小时),避免冷凝水滴落冲散菌落。菌落计数环节有明确判定标准:若出现单个菌落蔓延生长(覆盖培养皿1/3以上区域),需在记录中标注“多不可计”,并直接判定该采样点不合格。此时需重新规划采样方案,增加同区域检测点,直至结果全部合格,以此杜绝因微生物污染导致的产品质量风险。这一系列操作规范,是沉降菌检测数据有效性的重要保障。汕尾三十万级洁净室检测微生物十万级洁净室的悬浮粒子检测中,≥5μm 粒子限值为 20000 个 /m³,需严格把控。
定期检测中发现的不合格项,必须启动CAPA(纠正预防措施)体系,通过系统性干预实现问题的根本解决,而非*做临时处理。例如,当检测发现洁净室风速偏低时,需立即采取纠正措施:拆解并清洗初效、中效过滤器(去除滤材表面附着的粉尘,降低风阻),同步检查风机皮带松紧度,确保风量输出达标;预防措施则需制定过滤器分级清洗计划(如初效每周清洗、中效每月清洗),并在BMS系统中设置阻力预警,提前干预避免风速再次下降。若出现温湿度超标,纠正措施应聚焦于校准空调传感器(使用标准温湿度计比对,修正偏差值)、清洗表冷器水垢以提升换热效率;预防措施需将巡检频次从每日1次增至每4小时1次,同时在关键区域加装备用传感器,实现数据交叉验证。CAPA实施后,必须通过连续3次以上的跟踪检测验证有效性(如风速稳定在设计值±10%内、温湿度波动≤2℃/5%RH),确认问题彻底解决且无复发趋势。所有纠正措施、预防方案及验证数据需形成完整记录,纳入质量管理体系,以此构建“发现问题-解决问题-预防再发”的闭环管理,这是洁净室长期稳定运行的重要保障机制。
洁净度是衡量洁净室环境质量的重要指标,国际上通用ISO 14644-1标准,国内则采用GB 50073-2013。根据悬浮粒子浓度,洁净室分为十级、百级、千级、万级、十万级和三十万级。例如,万级洁净室要求≥0.5μm的粒子数≤352,000个/m³,十万级则≤3,520,000个/m³。不同等级对应不同行业需求:万级常用于无菌制剂生产,十万级适用于医疗器械包装,三十万级多用于食品工业。洁净度需通过粒子计数器定期检测,动态与静态标准差异明显。设计时需综合考虑工艺需求与成本,过高等级会造成能源浪费。

洁净服的清洗流程需严格遵循标准化操作,通过多环节控制确保去除污染物的同时不损伤面料性能。首先用电阻率≥15MΩ·cm的纯水进行预洗,冲掉表面浮尘与脱落纤维;主洗阶段采用中性洗涤剂(如非离子型表面活性剂),按0.5%浓度配置洗涤液,在40℃水温下轻柔洗涤(避免高温破坏面料防静电涂层),通过精细的温度与浓度控制,平衡去污力与面料保护。漂洗环节需用18MΩ·cm的高纯水连续冲洗3次,彻底去除残留洗涤剂——若有洗涤剂残留,可能在洁净室环境中释放微粒,成为二次污染源。烘干时温度严格控制在≤60℃,防止面料收缩或老化,确保洁净服尺寸稳定性。清洗后的洁净服需转移至百级洁净室进行折叠包装,避免二次污染;灭菌环节采用121℃饱和蒸汽灭菌30分钟,通过高温高压杀灭面料纤维深处的微生物。为验证灭菌效果,每批次无菌服需随机抽取样品,进行无菌性检测(接种至营养琼脂培养基,35℃培养7天),确认无任何微生物存活。这种从清洗到灭菌的全流程标准化管理,是洁净服发挥防护作用的前提,也是洁净室污染防控的重要环节。高效过滤器检测周期为每年一次,万级洁净室需重点检测过滤器边框密封性,防止泄漏。深圳第三方洁净室检测采样量
洁净室压差检测需记录正压、负压状态,万级区域对走廊应保持正压,防止外部粒子侵入。汕尾洁净室检测温度
粒子计数器作为洁净室洁净度检测的重要设备,其计量准确性直接关系到检测结果的可靠性,因此必须严格遵循标准进行管理。按照要求,该设备需每年送具备资质的计量技术机构进行校准,通过专业设备对流量精度、粒径准确度等关键参数进行校验,确保检测数据的溯源性。实际操作中,设备使用前需开机预热30分钟,待内部传感器与气流系统稳定后再开始采样,避免因温度波动导致计数偏差。采样管的布置也有严格规范:长度不得超过3米,且需保持平直,严禁弯曲打折,否则会造成气流阻力异常,影响实际采样流量,进而导致粒子计数失真。检测完成后,必须用经过高效过滤的洁净空气彻底吹扫采样嘴及内壁,去掉残留粒子,防止不同检测区域之间的交叉污染。此外,所有检测数据存储时需完整记录采样时间、具体点位坐标、操作人员姓名及设备编号等信息,形成可追溯的完整记录链,为后续质量追溯与数据分析提供扎实依据,这也是洁净室合规管理的重要环节。汕尾洁净室检测温度
广东量化检测技术有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的商务服务中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
QTT通过了测量管理体系(ISO10012:2003)AAA等级认证,这一比较高等级认证为公司的洁净室检测服务提供了更严苛的计量管理保障,让检测数据的精细性达到行业前列水平。公司将测量管理体系的要求 融入洁净室检测的计量管理中,从检测设备的校准、检测方法的规范到检测数据的采集与分析,每一个计量环节都严格遵循AAA等级的管理标准,实现了洁净室检测全流程的计量精细管控。测量管理体系AAA等级认证的加持,让QTT的洁净室检测数据不仅具备合规性,还拥有更高的精细度与可比性,为企业的精细化生产与环境管理提供更精细的数据支撑。洁净室照度检测重点关注操作区,万级洁净室工作面上照度应≥300lux,且均匀度≥...
- 互联网洁净室检测24小时服务 2026-05-05
- 一站式洁净室检测理念 2026-05-05
- 市场洁净室检测专卖 2026-05-05
- 金湾区洁净室检测 2026-05-05
- 茂名智能化洁净室检测 2026-05-04
- 云浮洁净室检测是什么 2026-05-04
- 茂名洁净室检测专卖 2026-05-04
- 深圳洁净室检测资格 2026-05-04
- 第三方洁净室检测产品介绍 2026-05-04
- 白云区家政洁净室检测 2026-05-04


- 清远上门洁净室检测 2026-05-04
- 企业洁净室检测招商 2026-05-04
- 宝安区营销洁净室检测 2026-05-03
- 福田区洁净室检测活动 2026-05-03
- 哪些洁净室检测联系人 2026-05-03
- 家政洁净室检测服务电话 2026-05-03





- 数据压缩气体检测资格 05-05
- 增城区压缩气体检测加盟费用 05-05
- 龙岗区压缩空气检测礼仪 05-05
- 花都区怎样压缩气体检测 05-05
- 一站式洁净室检测理念 05-05
- 花都区医用真空压缩空气检测 05-05
- 外包压缩空气检测是什么 05-05
- 潮南区压缩气体检测代理品牌 05-05
- 龙湖区营销压缩气体检测 05-05
- 外包压缩空气检测销售 05-05