- 品牌
- 亚普
- 型号
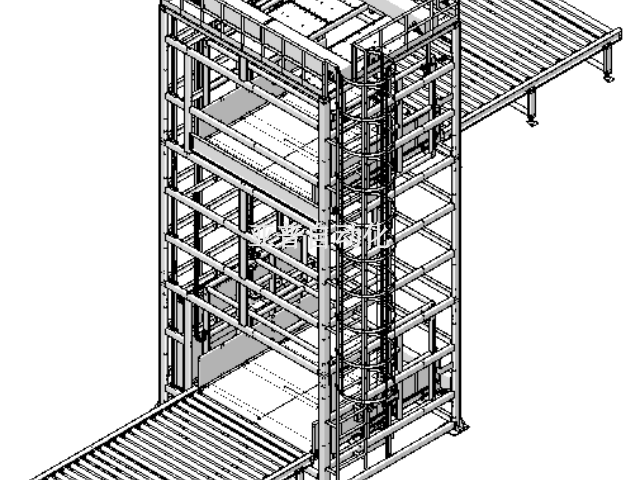
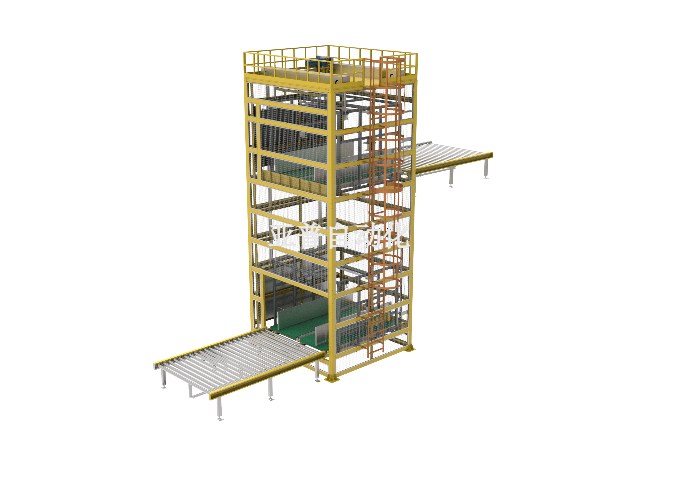
- 提升机
- 类型
- 垂直提升机,托盘提升机,托架提升机,倾斜提升机,带斗式提升机,链斗式提升机,气力提升机,连续提升机、往复提升机、小型提升机、大型提升机
- 额定提升重量
- 10
- 输送量
- 120
- 提升高度
- 14000
- 提升速度
- 60
- 电机功率
- 1
- 适用领域
- 生产、仓储
- 加工定制
- 是
- 外形尺寸
- 1
- 重量
- 1
- 产地
- 浙江湖州
- 是否进口
- 否
- 货号
- 002
- 厂家
- 浙江亚普自动化装备科技股份有限公司
智能提升机系统通过物联网传感器实时采集20+项运行参数,构建精细的设备健康画像。某电子企业通过分析电机电流曲线,成功预警3次故障,避免80万元损失。大数据分析可识别效率波动原因,如某汽配厂发现夜班效率降低12%源于照明问题,调整后立即改善。数字孪生技术更使设备综合效率(OEE)比较高提升15%。预测性维护模型可提前72小时预警85%故障,某食品企业借此降低60%突发故障率,维护成本减少35%。基于10,000+维修记录优化的备件库存模型,更使库存资金占用下降28%。行业数据显示,智能提升机系统助力企业生产效率平均提升23%,质量事故减少41%。这些数字化应用实现了三大转变:从被动维修到预测维护、从经验判断到数据决策、从单机运行到系统协同。这种智能化转型不仅提升了设备效能,更重塑了企业的生产管理模式,成为智能制造的**支撑。提升机双深位存取设计,立体库存储密度提升40%,能耗降低25%。陕西智能提升机

在物流配送中心,提升机**提高了货物的分拣和运输效率。随着电商行业的快速发展,物流配送中心每天需要处理大量的货物。提升机可以将货物从不同的存储区域快速提升到分拣平台,再通过自动化分拣设备将货物准确分配到不同的运输线路。与传统的人工分拣和搬运方式相比,提升机和自动化分拣设备的组合使用,使物流配送中心的处理能力大幅提升,能够更快地满足客户的订单需求,提高了物流服务的质量和效率。
它有助于企业实现生产过程的信息化管理。通过与企业的生产管理系统(如 ERP 系统、MES 系统等)进行集成,提升机可以将物料运输信息实时反馈到管理系统中。企业管理人员可以通过管理系统实时掌握物料的运输进度、库存情况等信息,实现对生产过程的***监控和管理。例如在家具制造企业,通过信息化管理系统可以及时了解原材料的运输情况,合理安排生产计划,提高了企业的生产管理水平和运营效率。 青海连续提升机橡胶厂密炼机提升机耐高温耐腐蚀,使用寿命延长50%,维护间隔加倍。

它在自动化生产中能够提高产品的一致性和标准化程度。由于提升机按照预设的程序和参数运行,每次运输物料的方式和条件都是相同的,这就保证了产品在生产过程中的一致性。在药品生产行业,对药品的生产过程要求极高,提升机将原材料和半成品准确输送到各个生产环节,确保每一批药品都在相同的条件下生产,符合严格的质量标准和规范,提高了产品的质量和信誉。
提升机的运行噪音较低,能够为员工创造良好的工作环境。在传统的物料搬运设备中,如一些老式的起重机,运行时会产生较大的噪音,长期处于这样的环境中会对员工的听力造成损害。而现代提升机采用了先进的降噪技术,通过优化设备的结构设计、选用低噪音的零部件等措施,将运行噪音控制在较低的水平。在一些对噪音要求严格的生产车间,如精密仪器制造车间,低噪音的提升机不会对生产过程和员工的工作造成干扰,有利于提高员工的工作效率和身心健康。
提升机与输送线智能联动技术方案
1. 系统架构
1.1 硬件组成
-
伺服驱动提升机(载重500kg,升降速度0.8m/s)
-
滚筒输送线(速度0.5m/s,宽度600mm)
-
工业级条码扫描系统(识别率99.95%)
-
光电传感器阵列(定位精度±2mm)
1.2 控制系统
-
PLC主控单元:三菱FX5U系列
-
运动控制模块:支持EtherCAT通讯
-
人机界面:10.1寸触摸屏
2. 关键技术
2.1 智能联动控制
-
基于PID的位置同步算法
-
速度匹配补偿机制
-
异常状态自诊断功能
2.2 性能优化
-
动态缓冲设计(缓存容量20箱)
-
任务优先级调度
-
能耗管理系统
3. 运行指标
3.1 处理能力
-
峰值处理量:220箱/小时
-
平均处理量:200箱/小时
-
连续工作时间:≥16小时
3.2 可靠性指标
-
系统准确率:99.9%
-
MTBF:5000小时
-
故障恢复时间:≤15分钟
4. 应用场景
-
电商分拣中心
-
医药仓储物流
-
食品加工厂 食品加工厂采用不锈钢提升机,符合卫生标准,避免交叉污染,产能提升40%同时保障食品安全。

提升机的使用提升了企业的市场响应速度。在市场需求快速变化的情况下,企业能够通过提升机的灵活调整,迅速改变生产计划。当市场对某款产品的需求突然增加时,企业可以调整提升机的运行参数,加快物料运输速度,提高生产线的产能,快速满足市场订单需求,抓住市场机遇,增强企业在市场竞争中的优势。在设备更新换代方面,提升机具有良好的过渡性。当企业需要更换更先进的提升机设备时,其模块化设计和标准化接口使得新设备的安装和调试更加便捷。企业无需对整个生产线进行大规模改造,只需将新的提升机模块接入原有系统,经过简单的调试即可投入使用。这种过渡方式减少了设备更换带来的生产中断时间和成本,保证了企业生产的连续性。边角料回收提升机自动压缩,废料体积减少70%。山西皮带提升机
轮胎厂成型机提升机自动对接,换模时间从2小时缩至30分钟。陕西智能提升机
RFID智能仓储系统技术方案
1. 项目背景
随着物流行业数字化转型加速,传统仓储管理方式已无法满足高效精细的作业需求。本方案通过RFID技术与提升机系统的深度集成,构建智能化仓储管理平台。
2. 系统设计
2.1 硬件配置
-
RFID识别系统:
-
超高频读写器(IMPINJ R420,读取距离8米)
-
抗金属标签(Alien Higgs-3,耐高温120℃)
-
四通道极化天线阵列
-
-
提升机系统:
-
伺服电机驱动(精度±0.5mm)
-
激光定位传感器
-
安全光幕防护
-
2.2 软件架构
-
中间件平台:采用Java开发,支持10万级标签数据处理
-
数据库系统:MySQL集群部署
-
可视化看板:实时显示库存状态
3. 技术实现
3.1 工作流程
-
入库环节:自动识别货物信息(500ms/件)
-
库存管理:动态更新库存数据
-
出库校验:双重验证机制
3.2 关键技术
-
多标签防碰撞算法
-
数据加密传输
-
异常自动报警
4. 实施计划
阶段时间交付物部署2周硬件安装完成调试1周系统联调报告培训3天操作手册
5. 预期效益
-
作业效率提升60%
-
人工成本降低45%
-
库存准确率99.95% 陕西智能提升机