- 品牌
- 量化检测
- 服务项目
- 洁净室检测
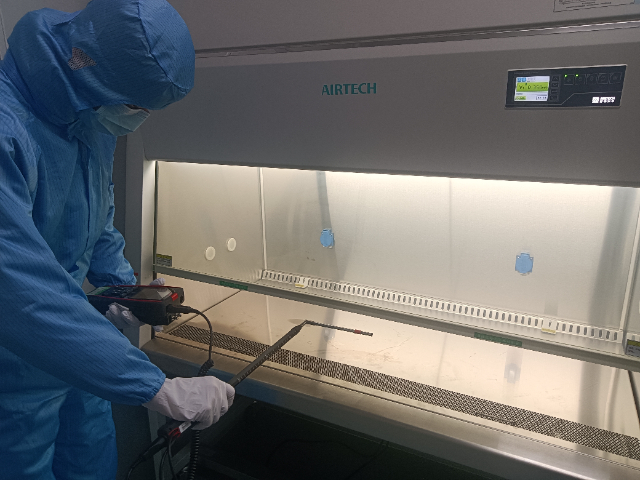
物料进入洁净室的传递过程需通过传递窗实现闭环管控,严格遵循标准化操作流程:先开启传递窗对外侧的门,将待传递物料(已去除外层包装)平稳放入内部,关闭外侧门确保密封;随后启动内置紫外线消毒装置,按每立方米1.5W功率照射30分钟,利用紫外线的杀菌作用灭活物料表面微生物;消毒完成后,从洁净室内侧开启传递窗门,快速取出物料,全程避免两侧门同时开启,防止气流互通导致的污染扩散。传递窗作为物料进出的关键节点,需强化日常维护:内置的高效过滤器需每月进行PAO扫描检漏,确保对≥0.3μm粒子的过滤效率达标;内部不锈钢表面每日用75%乙醇擦拭消毒,重点清洁角落与密封条缝隙,杜绝因清洁不到位成为交叉污染的“盲区”。所有传递操作需详细记录在案,内容包括物料名称、规格、传递时间、操作人员及消毒时长,形成完整的追溯链条。这个流程通过物理隔离与消毒干预的双重保障,既满足物料传递需求,又守住了洁净室的污染防控底线,是物料管理体系中的重要环节。我们采用专业仪器检测洁净室风速,万级区域截面风速需稳定在 0.36-0.54m/s,保证洁净度。东莞三十万级洁净室检测风速

采样点的科学布设是确保洁净室检测数据准确性的前提,其布设逻辑需严格遵循“均匀分布+重点区域加密”的双重原则。具体而言,万级洁净室需按每20平方米设置1个采样点,确保整体区域监测无死角;而手术室、无菌灌装台等对洁净度要求极高的关键区域,则需加密至每10平方米1个点,以强化对操作区的监控。在空间位置上,所有采样点需距离墙面不小于300mm,同时避开送风口正下方的气流紊乱区,避免因局部气流扰动导致数据失真。采样操作时,粒子计数器的采样嘴必须严格正对气流方向,确保捕捉到真实的粒子流动状态;进行微生物采样时,需同步记录温度、湿度、压差等环境参数,详细标注采样时间、位置及操作人员信息,为数据的溯源与分析提供完整依据。这种兼顾全面性与针对性的布设方案,是保障检测结果科学有效的基础。佛山十万级洁净室检测噪声悬浮粒子检测是洁净室重要项目,粒子计数器需按标准方法采样,万级≥0.5μm 粒子≤3520000 个 /m³。

洁净室的验证是确保其符合设计标准与生产需求的系统性工程,需依次完成设计确认(DQ)、安装确认(IQ)、运行确认(OQ)和性能确认(PQ)四个阶段,形成完整的质量保障链条。设计确认(DQ)需审核图纸与技术参数,确认布局、气流组织等符合洁净度等级要求;安装确认(IQ)则验证设备、管道、过滤器等的安装精度,如高效过滤器的密封性能、风管连接的气密性;运行确认(OQ)通过测试设备在不同工况下的运行状态,确保空调系统、消毒设备等功能达标,例如风速、换气次数等参数稳定在设计范围。性能确认(PQ)是验证的关键环节,需模拟正常生产的全场景(人员按标准密度进入、设备满载运行、物料完整传递),连续3次检测均需达标。以万级洁净室为例,PQ阶段需满足≥0.5μm悬浮粒子≤200000个/m³,浮游菌≤50CFU/m³,同时温湿度、压差等辅助参数也需符合规定。所有验证数据需整理成报告,详细记录各阶段的测试方法、结果及偏差处理,经质量部门审核批准后,洁净室方可正式投产。这种分阶段验证机制,从设计源头到实际运行多方面把控,为洁净室的稳定运行提供了科学依据和合规保障。
消毒用乙醇的浓度控制是保障杀菌效果的关键,需定期通过折光仪或浓度试纸检测,确保浓度维持在75%±5%的比较好范围。这一浓度能精细破坏细菌细胞膜的蛋白质结构,实现彻底杀菌;若浓度过高(如超过80%),会迅速凝固细菌表面蛋白形成保护膜,阻止乙醇渗透至细胞内部,反而降低杀菌效能;浓度过低(如低于70%)则无法有效破坏蛋白质结构,杀菌效果大幅减弱。含氯消毒剂的使用更需严格规范:需按比例现配现用,确保有效氯浓度稳定在500mg/L(如每升水加10%次氯酸钠5ml),配置后需在24小时内使用完毕,避免有效成分挥发失效。消毒时需保证作用时间≥30分钟,确保消毒剂充分渗透微生物细胞;使用后必须用纯水彻底擦拭残留,防止氯离子长期腐蚀不锈钢设备表面(如操作台、传递窗),引发锈蚀或电解反应。为验证消毒有效性,每月需通过化学指示卡检测消毒剂浓度,并采用悬液定量杀菌试验验证对金黄色葡萄球菌、大肠杆菌的杀灭率(需≥99.9%)。这种对浓度、时效、残留的全流程管控,是防止消毒失效或设备损伤的重要保障,也是洁净室微生物防控体系的基础环节。洁净室的风量检测需覆盖所有送风口,万级洁净室总风量偏差应控制在 ±10% 内,确保气流组织合理。
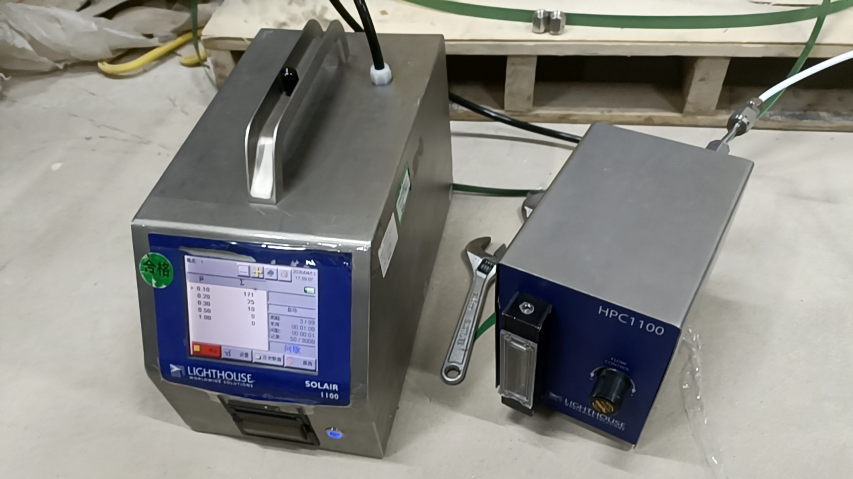
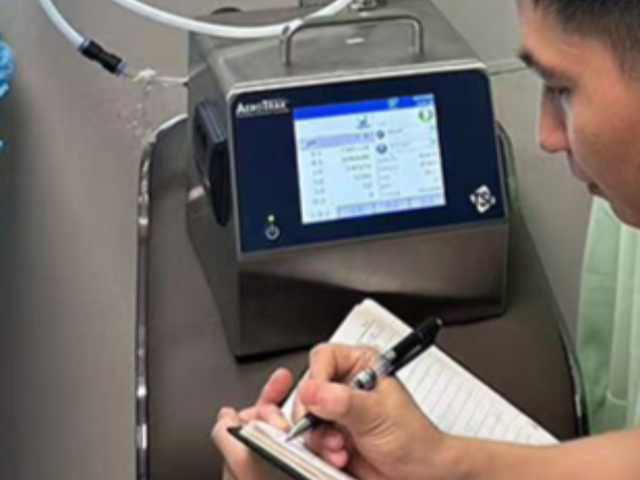
粒子计数器作为洁净室洁净度检测的重要设备,其计量准确性直接关系到检测结果的可靠性,因此必须严格遵循标准进行管理。按照要求,该设备需每年送具备资质的计量技术机构进行校准,通过专业设备对流量精度、粒径准确度等关键参数进行校验,确保检测数据的溯源性。实际操作中,设备使用前需开机预热30分钟,待内部传感器与气流系统稳定后再开始采样,避免因温度波动导致计数偏差。采样管的布置也有严格规范:长度不得超过3米,且需保持平直,严禁弯曲打折,否则会造成气流阻力异常,影响实际采样流量,进而导致粒子计数失真。检测完成后,必须用经过高效过滤的洁净空气彻底吹扫采样嘴及内壁,去掉残留粒子,防止不同检测区域之间的交叉污染。此外,所有检测数据存储时需完整记录采样时间、具体点位坐标、操作人员姓名及设备编号等信息,形成可追溯的完整记录链,为后续质量追溯与数据分析提供扎实依据,这也是洁净室合规管理的重要环节。洁净室风量检测若发现偏差,需检查风阀开度、风机运行状态,确保万级区域风量稳定。珠海十万级洁净室检测采样量
风速检测需在洁净室满负荷运行时进行,反映实际生产状态下的气流速度,确保洁净效果。东莞三十万级洁净室检测风速
温湿度是洁净室生产环境的关键参数,其波动过大会直接影响产品质量稳定性,尤其在医药、食品等行业表现明显。以软胶囊车间为例,当环境湿度低于45%时,囊壳会因水分快速流失出现干裂、脆化,影响药效封装;若湿度高于65%,软胶囊表面易吸潮发黏,导致批量粘连,无法正常分装。类似地,电子车间温湿度异常可能引发元器件氧化或静电损伤,可见温湿度控制的重要性。解决温湿度波动问题需从设备源头着手:定期校准空调系统的温湿度传感器,确保检测精度;清洗表冷器(去除水垢与尘垢)以提升换热效率;及时更换加湿器滤芯(避免微生物污染与喷雾不均)。为严格管控风险,需设定应急机制:当温湿度数据连续超标4小时且无法通过调整恢复时,必须停机整改,待参数稳定后再重启生产,避免不合格产品流入下一道工序。这种“精细调控+应急止损”的管理模式,是保障产品质量一致性的重要手段。东莞三十万级洁净室检测风速
QTT通过了测量管理体系(ISO10012:2003)AAA等级认证,这一比较高等级认证为公司的洁净室检测服务提供了更严苛的计量管理保障,让检测数据的精细性达到行业前列水平。公司将测量管理体系的要求 融入洁净室检测的计量管理中,从检测设备的校准、检测方法的规范到检测数据的采集与分析,每一个计量环节都严格遵循AAA等级的管理标准,实现了洁净室检测全流程的计量精细管控。测量管理体系AAA等级认证的加持,让QTT的洁净室检测数据不仅具备合规性,还拥有更高的精细度与可比性,为企业的精细化生产与环境管理提供更精细的数据支撑。洁净室照度检测重点关注操作区,万级洁净室工作面上照度应≥300lux,且均匀度≥...
- 茂名智能化洁净室检测 2026-05-04
- 云浮洁净室检测是什么 2026-05-04
- 茂名洁净室检测专卖 2026-05-04
- 深圳洁净室检测资格 2026-05-04
- 第三方洁净室检测产品介绍 2026-05-04
- 白云区家政洁净室检测 2026-05-04
- 茂名网络营销洁净室检测 2026-05-04
- 金湾区互联网洁净室检测 2026-05-04
- 盐田区洁净室检测厂家电话 2026-05-04
- 外包洁净室检测礼仪 2026-05-04


- 哪些洁净室检测联系人 2026-05-03
- 家政洁净室检测服务电话 2026-05-03
- 江门洁净室检测报价 2026-05-03
- 坪山区医用氧洁净室检测 2026-05-02
- 高明区品牌洁净室检测 2026-05-02
- 番禺区洁净室检测资格 2026-05-02


- 广东压缩空气检测产品介绍 05-04
- 龙岗区压缩空气检测服务热线 05-04
- 压缩空气检测概况 05-04
- 云浮洁净室检测是什么 05-04
- 智能化压缩气体检测报价 05-04
- 专注压缩空气检测厂家电话 05-04
- 租赁压缩空气检测招商 05-04
- 从化区压缩空气检测介绍 05-04
- 澄海区压缩气体检测咨询报价 05-04
- 茂名洁净室检测专卖 05-04