零件摆盘机是什么装备呢?零件摆盘机是一种自动化整列供料的輔助上料装备,它能将各类小型产品井然有序的排序出来,对产品进行姿势调整,以实现持续供料,为自动化流水线提供便利的组装、计数、充磁、封装等工作任务,或者配合自动加工机械完成产品的加工。摆盘机主要由料槽,治具板,主机控制系统等部件组成,具有提高效率,节省人工成本,自动排列,缩减不良率等特点,普遍应用于半导体、芯片、3c电子、磁芯、磁铁、五金、塑胶等行业中。该设备是伴随着自动化工业的发展而诞生的,以3c电子行业为例,在电子加工组装过程中有很多的小零件,用人工不只效率低还非常容易出错,且人力成本也高,得不偿失。应用零件摆盘机就能避免出现这些问题,是众多行业理想的自动化供料装备。上料摆盘机的适应性强,能处理多种材料。专业摆盘机厂商

磁芯摆盘机摆放环境要求:1、环境温度:0-50℃,2、相对湿度:20%-90%RH,3、空气要求:无腐蚀性或者易燃、易爆气体,4、海拔高度:2000m以下。磁芯摆盘机料槽及使用说明:1、料槽为配合排列治具板外型尺寸非标定制;2、治具板有效尺寸为300*130mm,同时排列4块;3、在出货前需寄产品及整列治具板到我司做出货前的测试;4、不建议多款不同产品同时排列;5、符合产品尺寸对应的治具板,整列时间60秒以内,入孔率96%以上(保守估计);6、料槽开夹:手动开夹/自动开夹(可定制)。精密摆盘机定制该设备适用于多种食品行业,满足不同的生产需求。

零件摆盘机,设备适用性强,适用于任何形状的小零件整列,尤为适合高产能、高精度、高要求的客户。这一设备的出现,既解决了由传统人工作业造成的效率低、生产成本高等问题,也很大程度上提高了企业的生产制造能力和市场竞争力。总体来说,在企业整列供料环节,通过应用零件摆盘机,既能节约用工成本,又可提高产品产能和质量。如某台资企业通过引入数十台零件摆盘机,零件整列供料环节由原来的50多人降到10人,很大程度上降低了人工成本,提升了市场竞争力。客户现场使用场景,对比传统的人工作业,零件摆盘机优势有名,效率显而易见的比人工高出好几倍,从企业长远发展来看,虽然设备前期投入成本较高,但性价比相较日益增长的人工成本来说也是较高的,能够帮助企业有效实现降本增效之目的。
零件摆盘机不必在供料环节采用大量人工作业,也不必通过复杂的整列排列工序就可以使产品整齐有序排列,具有“省时、省力、提效率”的特点。此外,伴随着消费者对产品质量等要求越来越高,各行业也在严“捉”质量关,质量的提高往往伴随着成本的提升,因此,制造厂商为了精确控制成本,只能另劈新径,通过一些合理的途径增加企业生产效率,提升产品质量,减少成本的输出。而零件摆盘机的应用就能满足企业的这些需求,有助于企业实现可持续发展的成本优势,提高企业在市场上的竞争力,在保证质量的同时,降低生产成本,实现收益的增长。上料摆盘机的操作流程简洁,减少了培训时间。

高效摆盘机:1.本实用新型属于机械设备技术领域,涉及高效摆盘机。背景技术:2.在针对小工件的大批量生产工序中,通过人工进行摆盘,效率比较低,人工摆盘具有不确定性,容易发生动作疲劳,不易保证产品摆盘后方向的一致性,而且人工成本也比较高,也就是说,人工摆盘时,摆盘操作员工的熟练度和疲劳度对摆盘效果有着明显的影响,不易实现自动化操作;3.为解决上述问题,目前大多数企业会采用摆盘机进行自动化摆盘,但是目前市面上的摆盘及均为当通道单工位摆盘,在摆盘的工作过程中,完成一次摆盘后需要进行下个料盘的等待,整体的加工效率较低。技术实现要素:4.为了实现上述目的,本实用新型采用了以下技术方案:5.高效摆盘机,包括:机架,机架上上下设置有两组结构相同的摆盘机体;6.摆盘机体包括:一组双轨结构的同步带,同步带的开端位置设置有料盘放置装置,料盘放置装置内预放置有料盘,同步带的末端位置设置有料盘回收装置;7.同步带的皮带之间的中部位置设置有料盘顶起夹持装置;8.摆盘机体还包括:与同步带平行设置的送料带,送料带的开端位置设置有振动料盘,振动料盘的出料口与送料带接驳;9.送料带与同步带之间设置有取放料装置。上料摆盘机的维护保养简单,降低了使用成本。精密摆盘机定制
该设备的使用案例丰富,积累了大量经验。专业摆盘机厂商
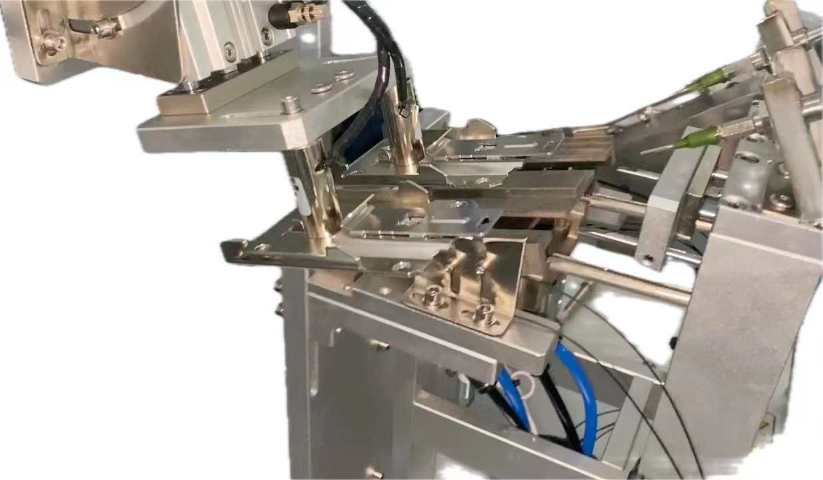
摆盘机分析,主要起到的作用就是将拨杆和弹簧进行二次压紧。一、首先还是来说一下这个工序的工作步骤:1、转盘带动摆放治具旋转到位后,顶升机构向上,顶起产品摆放治具;2、然后气缸伸出,带动压块沿着导轨向下,将弹簧和拨杆压紧。二、以上就是工作步骤,下面再来说一下这个工序的机构:1、关于顶升机构,其实在工序二中已经分析过了,所以这里就不啰嗦了(如果有还没看的,戳顶上的链接就可以了);2、气缸+压块这个机构就更简单了,大家一看就明白,但是可能有人会有疑问:为什么这里要用四个气缸带动压块,而不用一个气缸带动四个压块,一样可以起到压紧作用。其实是因为每个弹簧和拨杆装配后的高度都不一定一样,如果压块用一个气缸带动上下,那么就可能会导致有的压的很紧,有的没有压紧,所以采用四个气缸分别带动压块压紧装配体,就可以避免这个问题。专业摆盘机厂商