- 品牌
- 诚之旺
- 型号
- 3.0-50
- 尺寸
- 1500-2000
- 重量
- 1T
- 产地
- 无锡
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 316L
- 配送方式
- 物流配送
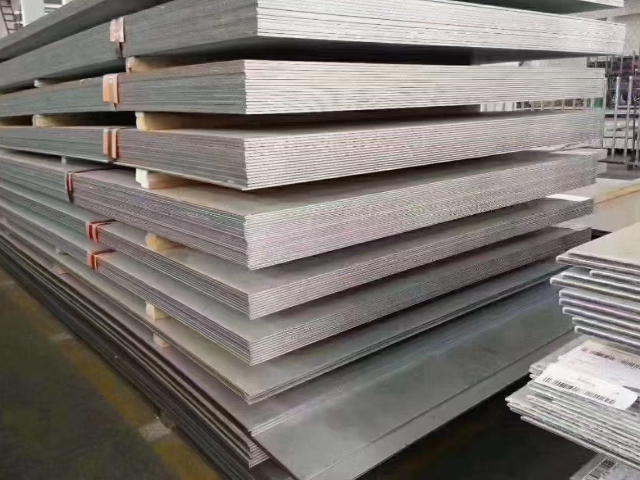
热加工过程中,需严格控制加热温度、保温时间和冷却速度,以确保产品质量。不锈钢工业板的焊接性能也较为出色,能够通过多种焊接方法实现连接,如手工电弧焊、氩弧焊、二氧化碳气体保护焊等。不同的焊接方法适用于不同厚度和类型的不锈钢板。在焊接过程中,为保证焊接质量,需选择合适的焊接材料和焊接工艺参数,控制焊接热输入,防止出现焊接缺陷,如裂纹、气孔、未焊透等。同时,由于焊接过程会使焊缝及热影响区的组织和性能发生变化,可能降低材料的耐腐蚀性,因此对于一些对耐腐蚀性要求较高的应用场景,焊接后需进行适当的热处理或表面处理。不锈钢工业板的开平裁剪可确保板材平整无翘曲。内蒙古国产不锈钢工业板防锈
在冷加工过程中,需注意控制加工速度和变形量,避免因加工硬化过度导致材料开裂。热加工也是不锈钢工业板常用的加工方式,包括热轧、锻造、热挤压等。热轧工艺能够改善钢材的内部组织,消除铸造缺陷,提高材料的综合性能。通过热轧可生产出不同厚度和宽度的钢板,满足大规模工业生产的需求。锻造工艺适用于制造形状复杂、承受较大载荷的零部件,如机械制造业中的曲轴、齿轮坯等。在锻造过程中,通过高温加热使不锈钢坯料具有良好的塑性,便于施加压力使其成型。热挤压工艺则常用于生产不锈钢管材和特殊形状的型材,能够获得高精度、高性能的产品。天津不锈钢工业板使用年限不锈钢工业板在核电站中用于辐射防护设备的构造。

为满足极端工况与装备需求,科研人员致力于开发高性能不锈钢。超纯铁素体不锈钢通过降低碳、氮等杂质元素含量,提高铬、钼等合金元素纯度,实现超高洁净度与耐腐蚀性,适用于超临界二氧化碳发电机组、深海探测装备等前沿领域;高氮不锈钢利用氮元素固溶强化作用,在保证耐腐蚀性前提下大幅提升强度,可用于航空航天 lightweight 结构件,减轻装备重量;耐火不锈钢能在 1200℃以上高温长时间工作,应用于冶金工业高温炉窑内衬、消防救援装备等高温环境,填补传统不锈钢耐热极限不足的短板。
为综合发挥不同材料优势,复合不锈钢材料应运而生。如不锈钢/碳钢复合板,基层采用廉价碳钢提供强度支撑,复层为不锈钢防腐耐磨层,既降低成本又满足使用要求,广泛应用于压力容器、桥梁结构等;不锈钢与其他新型材料复合,如不锈钢与碳纤维复合材料结合,利用碳纤维轻质强高特性与不锈钢耐腐蚀性,制备航空航天结构件,实现性能互补;梯度材料设计也在研究中,通过控制合金成分梯度变化,使不锈钢材料一侧具备优异耐腐蚀性,另一侧具有高导热或导电性,适应特殊功能器件需求。不锈钢工业板的厚度范围从0.1mm到上百毫米不等。
连铸法是目前不锈钢工业板生产中普遍采用的铸坯成型技术。它通过连铸机将钢液连续不断地浇铸到水冷结晶器中,钢液在结晶器内迅速冷却凝固,形成具有一定厚度和形状的铸坯外壳。随着铸坯的不断拉出,结晶器下方的二次冷却区通过喷水或喷雾的方式,对铸坯进行进一步冷却,使其完全凝固。连铸机配备了先进的自动化控制系统,能够精确控制浇铸温度、拉坯速度、冷却强度等工艺参数,确保铸坯的质量稳定。与模铸法相比,连铸法具有生产效率高、铸坯质量好、能耗低、金属收得率高等明显优势。连铸坯的表面质量良好,内部组织致密均匀,减少了后续加工工序中的金属损耗和加工难度。同时,连铸法能够实现连续化生产,与后续的热轧工序紧密衔接,大幅度提高了生产效率和企业的经济效益。不锈钢工业板在锂电池极片封装中确保化学稳定性。进口不锈钢工业板供应商
不锈钢工业板的抗拉强度测试是机械性能评估关键。内蒙古国产不锈钢工业板防锈
在新能源领域崭露头角。太阳能光伏发电系统中,不锈钢支架凭借强高度与耐腐蚀性,在户外长期风吹日晒雨淋环境下稳固支撑光伏面板,确保发电效率;风力发电方面,塔筒、叶片轮毂等部位采用不锈钢板材,利用其耐疲劳性能应对风力交变载荷,保障风机长久运转;核电领域,不锈钢作为核反应堆堆芯围筒、蒸汽发生器传热管等关键材料,在强辐射、高温高压水中工作环境下,凭借严格的质量控制与特殊性能设计,确保核电站安全高效发电,是清洁能源发展不可或缺的材料支撑。内蒙古国产不锈钢工业板防锈

热轧工艺加热:将钢坯送入加热炉,加热温度控制在 1100-1250℃,使钢坯达到塑性变形状态。粗轧:通过粗轧机将钢坯轧制成厚度较厚的中间坯,去除钢坯表面的氧化皮和杂质。精轧:中间坯经精轧机轧制至目标厚度,控制轧制速度和压下量,确保板材厚度均匀。冷却:采用空冷或水冷方式冷却,控制冷却速度,避免板材产生裂纹或组织不均匀。酸洗:去除热轧过程中产生的氧化皮,获得清洁的表面。冷轧工艺酸洗退火:热轧板首先经过酸洗去除氧化皮,然后送入退火炉进行退火处理(温度 800-1000℃),消除轧制应力,改善板材韧性。冷轧:通过冷轧机进行多道次轧制,每道次压下量控制在 10%-30%,逐步将板材轧至目标厚度,提高尺寸...
- 内蒙古高温材料不锈钢工业板报价起浮 2026-05-03
- 北京机械设备不锈钢工业板使用年限 2026-05-03
- 内蒙古蒸发器设备不锈钢工业板防腐蚀性能 2026-05-03
- 湖南市政工程不锈钢工业板种类使用 2026-05-03
- 天津不锈钢双相钢不锈钢工业板优点用途 2026-05-03
- 北京建筑工程不锈钢工业板什么地方种类齐全 2026-05-03
- 上海汽车部件不锈钢工业板市场利润 2026-05-03
- 航空材料不锈钢工业板制造 2026-05-03
- 天津海洋工程不锈钢工业板种类使用 2026-05-03
- 湖南防腐蚀材料不锈钢工业板报价起浮 2026-05-03


- 河北航空材料不锈钢工业板行情 2026-05-02
- 上海机械设备不锈钢工业板防腐蚀性能 2026-05-02
- 内蒙古汽车部件不锈钢工业板软件APP 2026-05-02
- 内蒙古特殊钢不锈钢工业板硬度 2026-05-02
- 建筑工程不锈钢工业板使用年限 2026-05-02
- 天津不锈钢工业板 2026-05-02






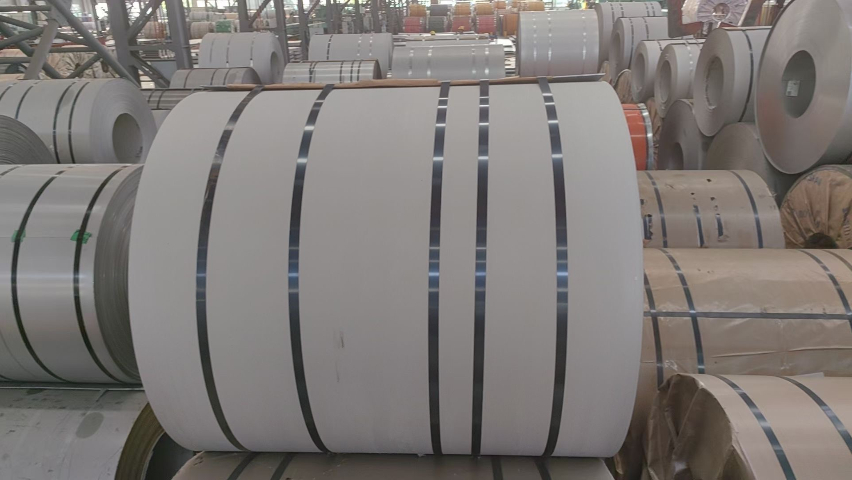
- 河北市政工程不锈钢钢带 05-05
- 河北汽车部件不锈钢钢带价格 05-05
- 山西防腐蚀材料不锈钢钢带市场利润 05-05
- 天津防腐蚀材料不锈钢钢带网站 05-05
- 北京海洋工程不锈钢钢带什么地方便宜 05-05
- 内蒙古航空材料不锈钢钢带材质有哪些 05-05
- 天津蒸发器设备不锈钢钢带材质有哪些 05-05
- 内蒙古汽车部件不锈钢钢带什么地方种类齐全 05-05
- 汽车部件不锈钢钢带防锈 05-05
- 航空材料不锈钢钢带材质有哪些 05-05