- 品牌
- ENRX,易孚迪
- 型号
- HeatLine
- 控制方式
- 电流型
- 加工定制
- 是
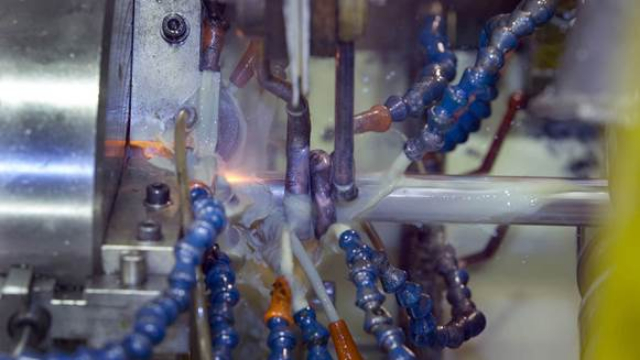
感应淬火非常适合新能源汽车电机轴的高性能要求。电机轴需承受高转速(>10000rpm)与交变载荷,需表面高硬度(≥60HRC)与心部高韧性。感应淬火优势包括:1)局部硬化提升耐磨性,减少电腐蚀风险;2)高频淬火形成0.5-1.5mm的硬化层,匹配轴径与应力分布;3)工艺精度高,变形小,无需后续矫直;4)支持柔性生产,适应不同型号电机轴。易孚迪感应设备(上海)有限公司的电机轴淬火机床配备高速旋转扫描系统,可实现轴向与周向同步加热,确保硬化层均匀性,并支持与自动化产线集成,满足新能源汽车的规模化生产需求。易孚迪感应设备(上海)有限公司,是ENRX集团于2001年在上海兴建的一家独资子公司,是ENRX集团在中国及亚洲乃至全世界提供感应加热设备的生产、销售以及技术服务的重要基地之一。ENRX上海工厂设有销售、设计、生产以及售后服务部门,在珠海、北京、广州、韩国设有常驻机构。主要生产感应淬火机床、感应加热电源、感应钎焊设备、感应预热设备、感应热装热卸设备、感应矫平设备、中高频焊管设备以及各种车辆、船舶和移动设备的无线充电装置。易孚迪(ENRX)的淬火机中近一半均为定制设计系统。CVJ感应淬火设备

感应器设计需满足工件形状、加热均匀性及冷却需求。其要求包括:1)几何匹配,感应器内腔需与工件外形贴合,间隙控制在1-3mm以减少能量损耗;2)冷却结构,采用中空铜管并通水冷却,防止高温变形;3)材料选择,优先使用高导电性紫铜,表面镀银或镀镍以提升耐腐蚀性;4)导磁体应用,在低频感应器中加入硅钢片导磁体,集中磁场强度,提升加热效率。此外,感应器需考虑工装兼容性,便于快速更换。易孚迪感应设备(上海)有限公司拥有专业感应器设计团队,通过3D建模与有限元分析优化结构,并提供定制化服务,确保感应器与工件完美匹配。减震器活塞杆感应淬火回火机床在淬火感应器的设计过程中,使用专业的模拟软件来检查淬火感应器的磁场,有效提升感应器的效率和制造成本。

冷却介质的选择需综合考虑工件材料、硬化层深度及变形要求。常用介质包括水、聚合物淬火液及油。水的冷却速度快,适用于高碳钢或合金钢的浅层硬化(≤2mm),但易导致开裂;聚合物淬火液(如PAG)冷却速度可调,适用于中碳钢或复杂形状零件,减少变形;油冷却速度慢,适用于大截面零件或需保留韧性的场合。选择时需测试介质的冷却曲线(如IVF曲线),确保与材料CCT曲线匹配。易孚迪感应设备(上海)有限公司提供冷却介质兼容性测试服务,并开发淬火液配方,满足不同工艺需求。
变速器齿轮是汽车传动系统中的重要组成部分,负责实现不同速比之间的转换,以满足汽车在不同行驶状态下的动力需求。为了确保变速器齿轮具备出色的耐磨性、抗冲击性和疲劳强度,感应淬火技术被广泛应用于其生产过程中。通过快速加热齿轮表面至适宜的淬火温度,随后迅速冷却,感应淬火能够在齿轮表面形成一层高硬度、高耐磨的马氏体组织。这种处理方式不仅增强了齿轮的耐磨性和抗冲击性,还能优化其应力分布,减少应力集中现象,从而提高齿轮的传动效率和使用寿命。因此,感应淬火技术在提升变速器齿轮性能、确保汽车传动系统平稳运行方面发挥着关键作用。感应淬火一种快速且可重复的淬火工艺,可轻松集成到生产线中。

球头销的感应淬火技术具有以下优点:高效性:感应淬火是一种快速加热和冷却的过程,可以在短时间内完成整个淬火过程,从而提高了生产效率。精确性:由于感应加热是局部加热,可以精确地控制加热区域,只针对球头销表面进行淬火,避免了整体加热可能带来的变形和应力问题。表面性能提升:感应淬火可以在球头销表面形成一层高硬度、高耐磨的马氏体组织,显著提高了其耐磨性和抗冲击性。延长使用寿命:通过优化应力分布和减少应力集中现象,感应淬火可以延长球头销的使用寿命,降低维修和更换的频率。然而,球头销的感应淬火技术也存在一些不足之处:设备成本:感应淬火设备通常较为昂贵,对于小型企业而言可能增加初始投资成本。技术难度:感应淬火过程中需要精确控制加热温度、加热速度和冷却速度等参数,以确保淬火效果。这需要操作人员具备一定的技术水平和经验。局限性:感应淬火主要适用于表面淬火,对于需要整体淬火的球头销可能不适用。此外,对于某些特殊材质的球头销,感应淬火的效果也可能受到一定限制。综上所述,球头销的感应淬火技术在提高耐磨性和抗冲击性方面具有明显优点,但也需要注意设备成本、技术难度和适用范围的限制。易孚迪(ENRX)高频淬火和回火工艺可以提高生产过程的稳定性和一致性。传动轴感应淬火系统
感应淬火过程易于控制和监控,可用于大多数汽车零部件、风电轴承等金属零部件的淬火。CVJ感应淬火设备
感应淬火设备功率计算需综合考虑工件质量、加热时间、比热容及效率。公式为:P=m×c×ΔT/(η×t),其中m为工件质量(kg),c为比热容(J/kg·℃),ΔT为升温幅度(℃),η为热效率(通常60%-80%),t为加热时间(s)。例如,加热1kg钢件从20℃至850℃,比热容取460J/kg·℃,效率70%,时间10秒,则功率P=1×460×(850-20)/(0.7×10)≈54kW。实际选型需增加20%-30%余量以应对工件差异。易孚迪感应设备(上海)有限公司提供功率计算工具,并可根据客户工艺需求推荐标准机型或定制高功率电源。CVJ感应淬火设备
易孚迪感应设备(上海)有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在上海市等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来易孚迪感应设备供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!

滚道感应淬火是利用电磁感应原理对机械零件的滚道表面进行硬化处理的工艺。当交变电流通过感应线圈时,会在滚道表面产生感应涡流,使表层金属迅速加热到奥氏体化温度,随后通过喷水或其他冷却方式快速冷却,实现表面淬火。这一过程能在保持零件心部韧性的同时,明显提高滚道表面的硬度、耐磨性和疲劳强度,延长零件的使用寿命。该工艺具有加热速度快、热影响区小、能耗低等特点,广泛应用于轴承、齿轮等需要承受滚动摩擦的零部件加工中。易孚迪感应设备(上海)有限公司作为ENRX集团在华的重要基地,自2001年成立以来,专注于感应加热设备的生产与服务,其研发的感应淬火机床能精确满足滚道淬火的工艺需求,为相关行业提供可靠的设备支持...
- 回转轴承外滚道感应淬火 2026-04-28
- 变速器零部件感应淬火回火系统 2026-04-28
- 国产感应淬火设备 2026-04-28
- 发动机零部件感应淬火回火生产线 2026-04-27
- 汽车零部件感应淬火设备 2026-04-27
- 轴承圈感应淬火生产线 2026-04-27
- 无软带感应淬火回火设备 2026-04-27
- HUB感应淬火感应器 2026-04-27
- 转向蜗杆感应淬火回火设备 2026-04-27
- 变速器齿圈感应淬火压淬回火系统 2026-04-27


- 同步器感应淬火压淬系统 2026-04-26
- 齿套感应淬火压淬机床 2026-04-26
- 转向齿条导电淬火设备 2026-04-26
- 三柱槽壳感应淬火回火系统 2026-04-26
- 转台式感应淬火回火机床 2026-04-26
- 曲轴卧式感应淬火机床 2026-04-26



- 电力变压器绞线钎焊 05-04
- SiC感应焊管电源 05-04
- Sinac焊管焊缝退火设备 05-04
- 家用冰柜管路感应钎焊机床 05-04
- 家用冰柜管路感应钎焊系统 05-04
- 进口Weldec高频感应焊管电源 05-04
- 美国焊管感应器 05-04
- 冷藏车铝管感应钎焊 05-04
- 高频水冷式感应焊管系统 05-04
- 冷弯型钢焊管自动化线 05-04