- 品牌
- 量化检测
- 服务项目
- 洁净室检测
万级洁净室在医药、食品等行业的无菌灌装车间中应用宽广,其重要功能是为产品提供严苛的洁净环境。除了要将空气中的悬浮粒子浓度和微生物数量控制在万级标准内,对人员净化的要求更是严格——工作人员进入前必须依次经过更衣、换鞋、洗手消毒、吹干、穿洁净服、风淋除尘这6级净化流程,每一步都有严格的操作规范,比如洗手需采用七步洗手法,风淋时间不少于30秒,确保将人体携带的污染物尽可能阻隔在外。为保障净化效果,洁净服统一采用全包式连体款式,覆盖从头部到脚部的所有皮肤,且每日使用后必须经过高温灭菌或化学消毒处理,杜绝交叉污染风险。其空调系统多采用顶送侧回的气流组织形式,顶部高效过滤器的满布率不低于80%,通过形成稳定的单向流气流,将洁净空气从顶部垂直送入工作区,再从侧面回风口排出,利用气流压力有效隔绝人员、设备散发的污染物,为灌装操作区域构建一道无形的“保护屏障”,确保产品在全程无菌环境中完成生产。高效过滤器检测含完整性扫描,采用 PAO 法,万级洁净室过滤器泄漏率需≤0.01%,确保无渗漏。云浮洁净室检测表面微生物
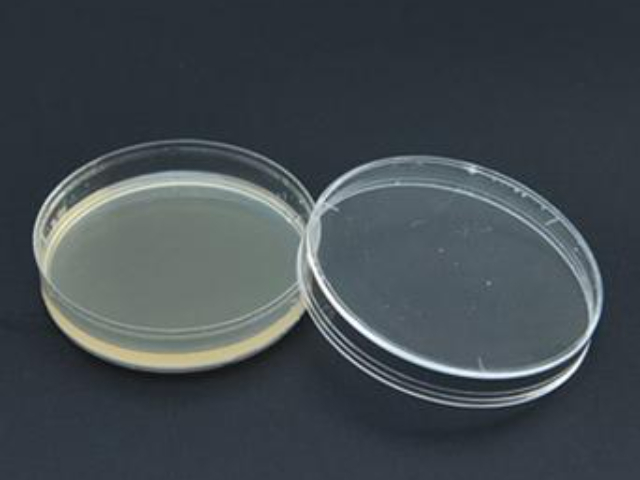
浮游菌指悬浮在空气中的活性微生物,采用撞击法采集(如MAS-100型采样器)。洁净室检测的采样量通常为1m³,培养皿使用TSA或SDA培养基,在30-35℃培养48-72小时。万级洁净室要求浮游菌≤100CFU/m³,十万级≤500CFU/m³。采样点应位于关键操作区域上方1-1.5m处,避开气流直吹位置。检测频率建议每月一次,无菌生产区需更频繁。特殊情况下(如灭菌后验证)需进行动态测试。浮游菌与悬浮粒子数据需交叉分析,微生物往往附着于粒子表面传播。云浮洁净室检测表面微生物洁净室浮游菌检测采用撞击法,万级区域每立方米浮游菌数不得超过 100CFU,确保微生物受控。

在万级洁净室检测中,噪声控制需以≤65dB(A)为重要限值,融合声学、机械工程与洁净技术的多学科方法。作为主要噪声源的风机,需通过三级减振方案控制振动传递:基础安装弹簧减振器降低固体声传导,风机与风管间采用柔性软接切断振动路径,电机轴承处加装阻尼环抑制高频噪声。消声器选型需兼顾声学性能与气流阻力,通常采用微穿孔板消声器,其在250-2000Hz频段消声量可达15-25dB,且压力损失≤50Pa,避免影响洁净室所需的0.3-0.5m/s风速。声学设计与气流组织的矛盾平衡是关键难点:增加隔音棉虽能提升墙体隔声量至35dB以上,但可能导致静压箱体积过大破坏单向流;消声器过长虽能增强降噪效果,却易形成局部涡流影响粒子沉降。需通过CFD模拟优化风管走向,将消声器集成于送风静压箱内,同时采用阻抗复合式结构,在确保每小时30-40次换气次数的前提下,使噪声控制在60dB(A)以下,实现声学指标与洁净度的协同达标。
物料进入洁净室的传递过程需通过传递窗实现闭环管控,严格遵循标准化操作流程:先开启传递窗对外侧的门,将待传递物料(已去除外层包装)平稳放入内部,关闭外侧门确保密封;随后启动内置紫外线消毒装置,按每立方米1.5W功率照射30分钟,利用紫外线的杀菌作用灭活物料表面微生物;消毒完成后,从洁净室内侧开启传递窗门,快速取出物料,全程避免两侧门同时开启,防止气流互通导致的污染扩散。传递窗作为物料进出的关键节点,需强化日常维护:内置的高效过滤器需每月进行PAO扫描检漏,确保对≥0.3μm粒子的过滤效率达标;内部不锈钢表面每日用75%乙醇擦拭消毒,重点清洁角落与密封条缝隙,杜绝因清洁不到位成为交叉污染的“盲区”。所有传递操作需详细记录在案,内容包括物料名称、规格、传递时间、操作人员及消毒时长,形成完整的追溯链条。这个流程通过物理隔离与消毒干预的双重保障,既满足物料传递需求,又守住了洁净室的污染防控底线,是物料管理体系中的重要环节。洁净室温度检测需多点布位,万级区域温度波动应≤±2℃,避免温度骤变影响产品质量。
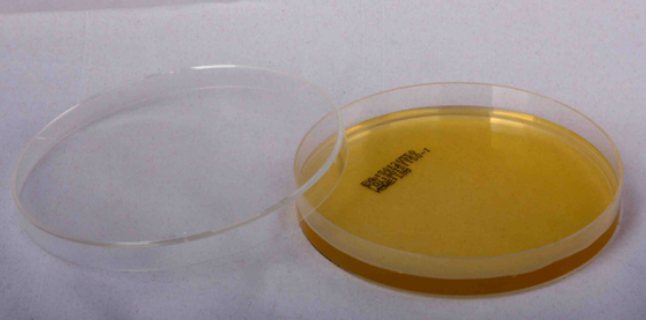
无菌检测用培养基的储存与使用管理直接影响微生物检测的有效性,需严格控制环境条件:培养基需在20-25℃的恒温环境下避光保存,避免高温导致营养成分降解或低温引发结晶,同时防止紫外线破坏培养基中的敏感成分。使用前必须进行双重验证:通过精密pH计检测酸碱度,确保pH值稳定在7.2±0.2(偏差过大会抑制微生物生长);同步开展无菌性检查,随机抽取部分培养基进行培养,确认无任何菌落生长后方可使用。为验证培养基的促生长能力,试验需设置阳性对照:采用金黄色葡萄球菌标准菌液(浓度10-100CFU/mL)接种,若培养后形成典型菌落,说明培养基有效;阴性对照则使用与样品同批次的稀释液(如0.9%无菌氯化钠溶液),接种后需保持无菌生长,以此排除稀释液污染的可能。风速检测需在高效过滤器出风口进行,均匀性偏差应≤±15%,确保洁净室气流分布稳定。清远十万级洁净室检测采样量
沉降菌检测用直径 90mm 培养皿,万级洁净室每点放置 1 个,暴露时间不超过 4 小时。云浮洁净室检测表面微生物
洁净室的能耗管理需在节能与洁净度保障之间找到平衡,通过动态调节实现资源高效利用。在非生产时段(如夜间),可采用风量分级下调策略:万级洁净室将送风量降至设计值的50%(需维持10-15Pa的正压,防止外界污染侵入);十万级洁净室可进一步降至30%,但需确保**小新风量(满足室内正压需求)。不过,必须在生产前1小时恢复全额风量,通过充分的空气置换与气流组织调整,让洁净度指标(如悬浮粒子浓度、微生物水平)回升至合格范围,避免影响生产质量。空调系统的节能改造是重要手段,采用变频控制技术可根据实时温湿度数据动态调节风机转速:当室内参数接近设定值时,自动降低转速减少能耗;偏差增大时则提升转速强化调控。这种智能调节模式能避免传统定频系统的“满负荷运行”浪费,经实际验证,年节能率可达20%-30%。同时,可在非生产时段关闭部分辅助设备(如局部排风装置),但需通过BMS系统联动控制,确保正压梯度不被破坏。这种“动态调节+智能控制”的能耗管理模式,既满足了洁净室对环境稳定性的严苛要求,又大幅降低了空调系统的运行能耗,实现了环保与生产的协同优化。云浮洁净室检测表面微生物
QTT通过了测量管理体系(ISO10012:2003)AAA等级认证,这一比较高等级认证为公司的洁净室检测服务提供了更严苛的计量管理保障,让检测数据的精细性达到行业前列水平。公司将测量管理体系的要求 融入洁净室检测的计量管理中,从检测设备的校准、检测方法的规范到检测数据的采集与分析,每一个计量环节都严格遵循AAA等级的管理标准,实现了洁净室检测全流程的计量精细管控。测量管理体系AAA等级认证的加持,让QTT的洁净室检测数据不仅具备合规性,还拥有更高的精细度与可比性,为企业的精细化生产与环境管理提供更精细的数据支撑。洁净室照度检测重点关注操作区,万级洁净室工作面上照度应≥300lux,且均匀度≥...
- 互联网洁净室检测24小时服务 2026-05-05
- 一站式洁净室检测理念 2026-05-05
- 市场洁净室检测专卖 2026-05-05
- 金湾区洁净室检测 2026-05-05
- 茂名智能化洁净室检测 2026-05-04
- 云浮洁净室检测是什么 2026-05-04
- 茂名洁净室检测专卖 2026-05-04
- 深圳洁净室检测资格 2026-05-04
- 第三方洁净室检测产品介绍 2026-05-04
- 白云区家政洁净室检测 2026-05-04



- 清远上门洁净室检测 2026-05-04
- 企业洁净室检测招商 2026-05-04
- 宝安区营销洁净室检测 2026-05-03
- 福田区洁净室检测活动 2026-05-03
- 哪些洁净室检测联系人 2026-05-03
- 家政洁净室检测服务电话 2026-05-03





- 数据压缩气体检测资格 05-05
- 增城区压缩气体检测加盟费用 05-05
- 龙岗区压缩空气检测礼仪 05-05
- 花都区怎样压缩气体检测 05-05
- 一站式洁净室检测理念 05-05
- 花都区医用真空压缩空气检测 05-05
- 外包压缩空气检测是什么 05-05
- 潮南区压缩气体检测代理品牌 05-05
- 龙湖区营销压缩气体检测 05-05
- 外包压缩空气检测销售 05-05