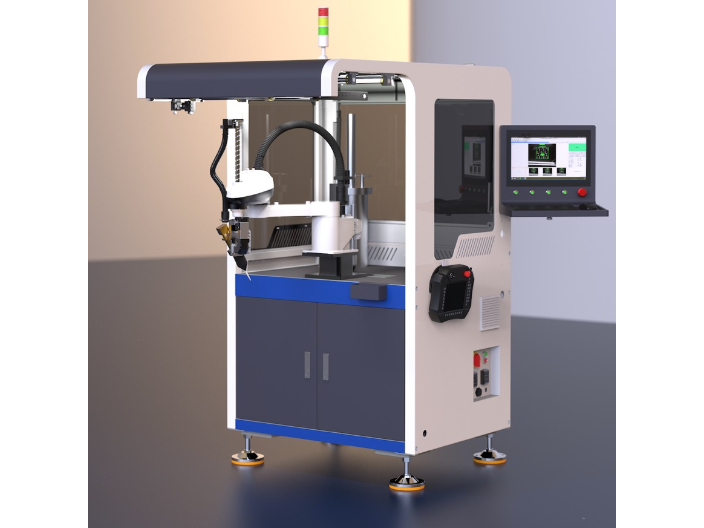
- 品牌
- VISEE,慧炬
- 型号
- G300
- 类型
- 在线跟随点胶机
- X轴行程
- 450
- Y轴行程
- 380
- Z轴行程
- 200
- 最大负载
- 6
- 移动速度
- 1000
- 重复精度
- ±0.02
- 存储空间
- 128
- 气源
- 0.5-0.7
- 电源
- 220/50
- 功率
- 1500
- 最小吐出量
- 0.1
- 吐出时间调节
- 0.01
- 吐出频率
- 100
- 外形尺寸
- 1100*1400*1800
- 重量
- 500
- 产地
- 广州
- 厂家
- 慧炬智能
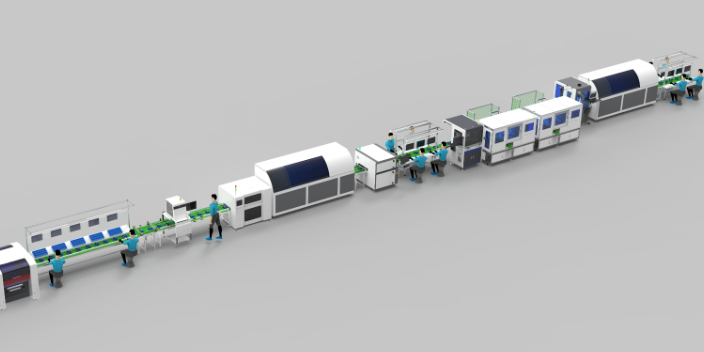
点胶机的精度直接影响产品质量,定期校准是必不可少的环节。校准内容包括胶量精度和定位精度两方面。胶量校准通常采用称重法,在相同参数下连续点胶 10 次,用高精度电子天平(精度 0.1mg)称量每滴胶水的重量,计算平均值与标准差,要求单次胶量误差不超过 ±3%,标准差不大于 2%。定位精度校准需使用激光干涉仪或标准网格板,机械臂按预设路径移动,测量实际位置与理论位置的偏差,X、Y 轴定位误差应控制在 ±0.01mm 以内,重复定位误差不超过 ±0.005mm。校准过程中若发现精度超标,需检查机械臂的传动机构是否有磨损,伺服电机参数是否漂移,必要时进行机械调整或参数重新设定。校准结果需记录存档,作为设备状态评估的依据。双工位点胶机交替作业,在汽车传感器引线处涂覆绝缘胶,每小时可处理 800 件产品。广东五轴联动点胶机企业
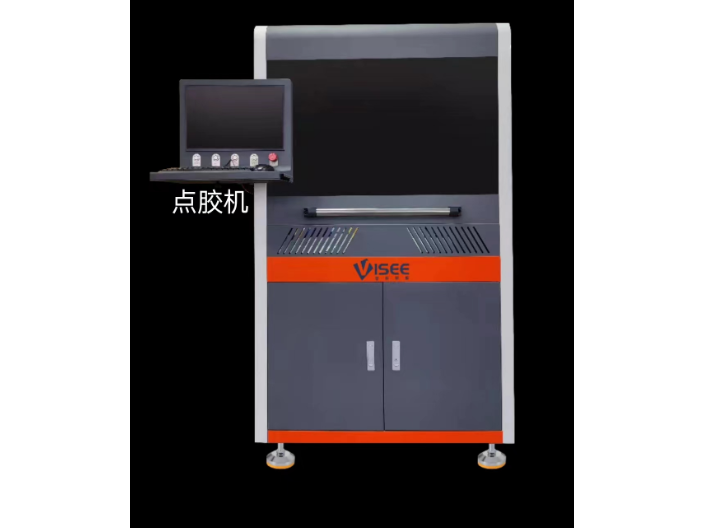
点胶机
点胶机的未来发展正迈向仿生点胶与自适应控制的新阶段。仿生点胶技术借鉴生物分泌液体的原理,开发出类似昆虫口器的柔性点胶头,能根据工件表面的微观形貌自动调整形状,在粗糙表面也能形成均匀的胶层,粘接强度提升 30%。自适应控制系统通过机器学习,能识别不同批次工件的细微差异,如尺寸偏差、表面粗糙度变化等,实时调整点胶参数,使产品的一致性不受原材料波动影响。未来的点胶机还将集成更多传感器,如红外温度传感器、湿度传感器等,实现对环境因素的动态补偿,在复杂工况下仍保持稳定的点胶质量,为智能制造提供更强大的工艺支撑。广东5轴点胶机企业旋转式点胶机适配圆形工件涂胶,在轴承密封圈内侧均匀点注防水胶,实现 360° 无死角覆盖。
点胶机的规范操作是保证点胶质量的关键,其操作流程主要包括前期准备、参数设置、试机调试和正式生产四个步骤。前期准备需检查流体材料的型号和状态,确保无杂质、无气泡,并将其装入供料系统;同时清洁产品表面,避免灰尘影响胶水附着力。参数设置阶段,通过控制系统输入点胶量、速度、压力等参数,根据产品图纸编程点胶轨迹。试机调试时,先进行少量点胶测试,检查胶点大小、形状和位置是否符合要求,必要时调整参数。正式生产过程中,操作人员需实时监控设备运行状态,定期检查针头是否堵塞、材料是否充足,确保生产连续稳定。
点胶机主要由供料系统、驱动系统、控制系统和执行机构四大部分组成。供料系统包括料筒、压力罐、输送管道等,负责储存和输送流体材料,确保材料供应稳定且无气泡。驱动系统通常采用伺服电机或步进电机,为点胶针头的移动和流体的推送提供动力,保证运动的准确性和稳定性。控制系统是点胶机的 “大脑”,由 PLC、触摸屏或计算机组成,可实现参数设置、路径编程、状态监控等功能,支持复杂轨迹的点胶操作。执行机构则包括点胶针头、机械臂或工作台,针头的规格根据流体特性和点胶要求选择,机械臂或工作台负责带动针头或产品完成相对运动,实现准确涂布。高精度点胶机在 MEMS 传感器引线键合处点胶保护,胶点边缘清晰无溢胶,可靠性提升。
航天航空领域的极端工况,对点胶机的性能提出了严苛挑战。在卫星太阳能电池板的组装中,点胶机需在真空环境下涂抹耐高温硅胶,胶层厚度控制在 0.2mm±0.01mm,固化后需承受 - 180℃至 120℃的温度剧变而不脱落。针对火箭发动机的燃料喷嘴密封,点胶机使用金属基胶水,通过高压点胶技术将胶水注入 0.1mm 宽的缝隙中,形成致密的密封层,耐受 30MPa 以上的工作压力。在航空器的雷达罩生产中,点胶机采用机器人辅助点胶,在曲面工件上实现连续胶线涂覆,胶线轨迹与设计路径的偏差不超过 0.05mm,确保雷达波的透射率符合设计标准。全自动点胶机适配手机外壳密封工序,通过预设路径快速完成弧形边缘涂胶,良品率稳定。山东底部填充点胶机公司
多头点胶机同步作业,在玩具按键矩阵处同时点胶,生产效率较单头机提升 5 倍。广东五轴联动点胶机企业
远程运维与智能诊断系统,大幅降低了点胶机的维护成本和停机时间。设备通过工业互联网将运行数据上传至云端平台,AI 算法实时分析振动、温度、电流等参数,提前的 3 天预测潜在故障,如伺服电机的磨损趋势、供胶泵的性能衰减等,使计划性维护替代故障维修,停机时间减少 60%。技术人员可通过远程桌面系统,对设备进行参数调整和程序优化,响应时间从传统的 24 小时缩短至 2 小时。在跨国工厂的设备管理中,多语言支持的诊断系统能自动生成故障报告,指导当地操作人员进行简单维修,明显提升了设备的全球化服务效率。广东五轴联动点胶机企业
- 天津在线点胶机推荐厂家 2026-05-19
- 湖北五轴联动点胶机企业 2026-05-19
- 湖南五轴点胶机 2026-05-19
- 陕西精密点胶机功能 2026-05-19
- 湖南半导体点胶机排名 2026-05-19
- UV点胶机 2026-05-19
- 陕西双组份点胶机有哪些 2026-05-19
- 视觉定位点胶机公司 2026-05-19
- 广东引脚包封点胶机企业 2026-05-19
- 山东单头点胶机定制 2026-05-19
- 浙江皮带跟随点胶机价格 2026-05-19
- 陕西选择性点胶机有哪些 2026-05-19