- 品牌
- 美淼
- 型号
- 齐全
- 是否定制
- 是
循环水中的氯离子(Cl⁻)会破坏碳钢表面的钝化膜,引发局部腐蚀。当Cl⁻浓度超过300mg/L时,其半径小(0.181nm)的特性使其易穿透氧化膜缺陷处,与Fe²⁺形成可溶性FeCl₂,加速金属溶解。某石化企业数据显示,Cl⁻从200mg/L升至500mg/L时,碳钢换热管腐蚀速率从0.1mm/a增至0.8mm/a,设备寿命缩短60%。这种点蚀具有隐蔽性,往往在设备表面出现微小孔洞后才被发现,造成突发性泄漏事故。
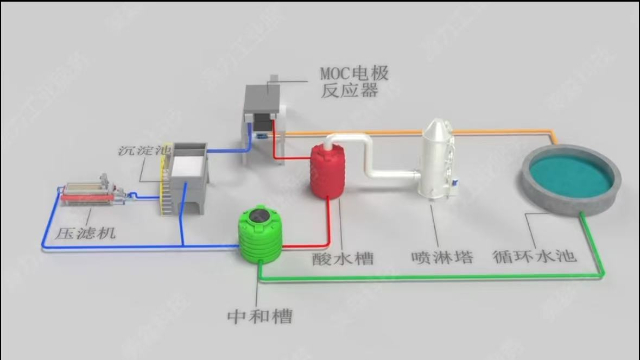
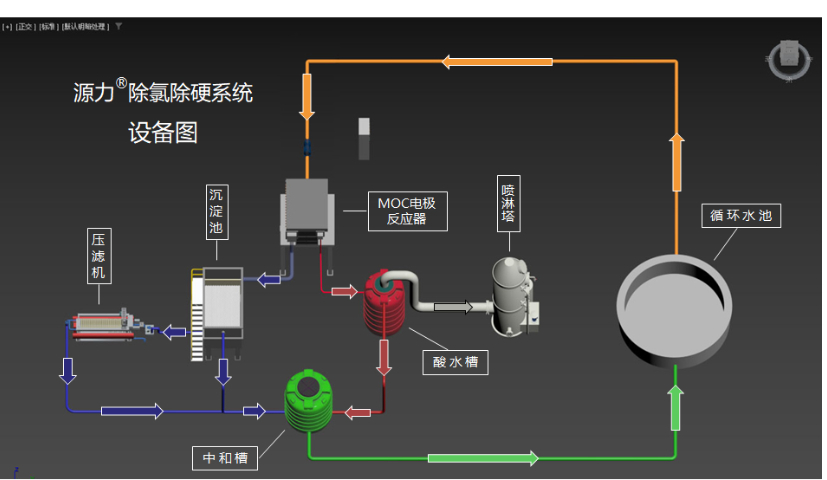
氯离子是诱发奥氏体不锈钢SCC的主要因素。当Cl⁻>200mg/L且温度>60℃时,304不锈钢在拉应力作用下会产生穿晶裂纹。某核电厂曾因循环水Cl⁻超标(350mg/L)导致冷凝器管束大规模开裂,单次更换费用达¥1200万。更严重的是,SCC裂纹扩展速度快(可达10mm/月),且常规检测难以发现,极易引发灾难性事故。 氯腐蚀引发设备突发性泄漏风险。青海源力循坏水除氯设施
电渗析(ED)技术是采用基于压滤原理的膜堆来去除水中的氯。膜堆由阳离子和阴离子膜组成,水溶液在通过膜对之间的细胞时,氯离子在电场的作用下会定向移动,从而实现与水的分离。该技术能够大幅降低水中的氯离子含量,产生高纯度的稀释液,氯的去除率可高达 99%。而且,与其他一些处理系统相比,电渗析设备几乎不需要太多的维护。不过,由于水中的钙和二氧化硅等物质会损坏膜堆,所以在使用前同样需要配备预处理系统,并且膜一旦损坏,更换的成本较高。安徽除氯除硬系统高氯环境必须选用特种合金材料。

含氯溶液中的氯离子对农作物的生长有着严重的危害。高浓度的氯离子会损害农作物的根系,影响根系对水分和养分的吸收,导致植株矮小、叶片发黄、生长缓慢,严重时甚至会导致农作物死亡。例如,一些靠近工业排放源的农田,由于灌溉水的含氯量过高,农作物的产量和品质都受到了极大的影响。所以,如果用于农业灌溉的水含氯量较高,必须进行除氯处理。
对于高浓度的含氯废水,可以采用循环除氯工艺。例如,先将含氯废水和氯离子吸附剂通入一级处理罐进行混合,然后将一级处理后的氯离子吸附剂和碳酸钠溶液通入一级回收罐进行混合煅烧,得到一级复原的氯离子吸附剂,再将其用于二级处理罐进一步处理废水。这种工艺操作相对简单,氯离子的去除率可以达到 97% 以上,而且能够实现氯离子
"电解-吸附"耦合工艺:电解将Cl⁻转化为Cl₂(去除率80%)活性炭吸附残余Cl₂并催化分解炭床定期热再生(600℃)该组合使某石化废水Cl⁻从5000mg/L降至100mg/L,运行成本较纯电解法降40%。
五大现实挑战:高能耗:处理Cl⁻=2000mg/L时吨水电费¥12-18电极损耗:DSA阳极年腐蚀率3-5μm安全风险:Cl₂泄漏报警阈值0.5ppm结垢问题:Ca²⁺>200mg/L时极板结垢加速浓水处置:浓缩液Cl⁻>50g/L需蒸发结晶某电厂因未控制Ca²⁺(350mg/L),电解槽每月需酸洗,年维护费增加¥60万。 蒸汽系统氯含量需<0.1mg/L。
电化学除氯效率取决于阳极氧化电位和析氯过电位。钛基涂层电极(DSA)中,IrO₂-Ta₂O₅阳极在1.8V(vs SHE)时析氯电流效率达85%,而RuO₂涂层易因Cl⁻氧化生成ClO₃⁻副产物。某化工厂电解处理含Cl⁻ 3000mg/L废水,采用脉冲电源(频率100Hz,占空比1:3)比直流电节能22%,但极板间距需控制在5mm以内以防欧姆损耗。石墨烯修饰的硼掺杂金刚石(BDD)阳极可将氯代烃(如氯苯)完全矿化为CO₂,矿化电流效率达91%,但成本高达¥8000/m²。活性炭吸附适合低氯深度处理。安徽工业除氯除硬系统
氯离子促进不锈钢应力腐蚀开裂。青海源力循坏水除氯设施
化学沉淀法通过投加金属离子与氯离子形成难溶盐实现去除。常用沉淀剂包括硝酸银(AgNO₃)、硫酸铜(CuSO₄)和石灰(Ca(OH)₂)。以银盐为例,反应Ag⁺ + Cl⁻ → AgCl↓的溶度积Ksp=1.8×10⁻¹⁰,理论上可使Cl⁻浓度降至0.01mg/L以下。某PCB厂采用分级沉淀工艺:先加CuSO₄去除80%氯离子(形成CuCl),再用AgNO₃深度处理,出水Cl⁻<5mg/L。但污泥中AgCl需通过氰反应浸出回收银,处理成本约¥120/m³。新型复合沉淀剂如[Ag(NH₃)₂]⁺可减少银用量30%,pH适应范围扩至4-10。青海源力循坏水除氯设施

- 新疆海水淡化除氯除硬系统 2026-02-28
- 陕西海水淡化除氯除硬 2026-02-28
- 甘肃数据中心除氯除硬系统 2026-02-28
- 湖南除氯除硬 2026-02-28
- 天津循坏水除氯需求 2026-02-28
- 广东工业除氯除硬 2026-02-28
- 江西海水淡化除氯除硬系统 2026-02-27
- 上海循坏水除氯设施 2026-02-27

