- 品牌
- 孛辰裱纸机,孛辰翻转机,孛辰全自动裱纸机,孛辰高速裱纸机
- 型号
- 齐全
- 尺寸
- 齐全
- 重量
- 齐全
- 产地
- 上海
- 可售卖地
- 齐全
- 是否定制
- 是
- 材质
- 齐全
- 配送方式
- 齐全
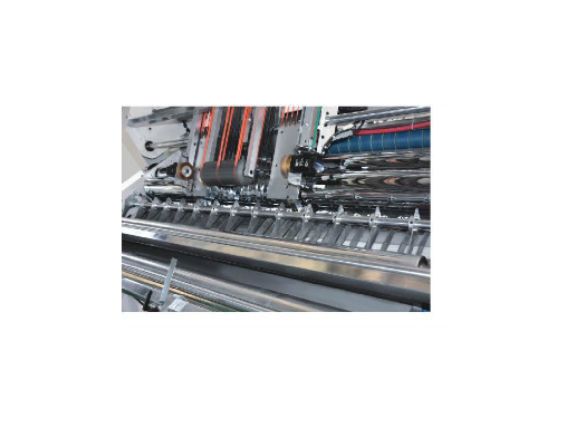
全自动裱纸机是一种可以将纸张覆盖上薄膜的设备,它可以在纸张表面形成一层透明的保护层,以防止纸张受到损坏,同时使其看起来更加的美观。全自动裱纸机的主要工作原理可以分为以下几个步骤:1、纸张的进入和传送:纸张首先从进纸机进入全自动裱纸机,随后通过传送带进入传送,以便在覆面过程中保持平稳。2、涂敷薄膜:在纸张传送带的下方,会有一条专门使用的薄膜供料通道,里面装有保护薄膜。当纸张传送到覆面区域时,保护薄膜会从通道中传送到纸张表面,并通过压辊将其固定在纸张上。全自动裱纸机能解决纸张贴合后变形问题。武汉全自动裱纸机生产厂家

全自动裱瓦机安全操作规程全自动裱瓦机(裱纸胶水机)安全操作规程全自动裱瓦机(裱纸胶水机)安全操作规程2全自动裱瓦机操作规程:
1、开机前,按照润滑图的要,给需要润滑的部位加入适量的润滑剂。2、认真检查各紧固件,如螺钉,把手等零件是否有松动或脱落现象。3、各辊筒,皮带之间是否有尖硬等杂物。4、各操作手柄,开关按钮,调节装置,安全装置是否处于正常停机位置。5、开机试转几分钟,检查机器各运动部分是否有异声等现象,检查各急停,控制按钮是否灵敏有效。6、机器运转过程中,定时检查各马达,减速器,鼓风机,控制电箱的运作是否正常,如发现有噪声,漏电等异常现象立即停机检修,待故障排除后方可开机工作。7、停机时,将各处辊筒压力退开,送纸台降低至***低位置。8、各操作手柄,开关按钮,调节装置,安全装置置于停机后的正常位置。9、清洗辊筒,擦拭干净,注意机器运转速度在低速时进行。10、停机关掉开关POWEROFF及控制箱侧面熔断器EA-53B的开关。11、将机器表面灰尘,油污,浇水擦拭干净,同时将周围杂物清理干净以及将工具摆放整齐。孛辰机械制造有限公司,是一家专业研制生产印刷设备的企业。 广州伺服全自动裱纸机供应商全自动裱纸机的特点:解决纸张贴合后变形问题!!
全自动裱纸机如何才能“尽用其才”:因为工艺局限,复合效率一般不高,1200mm-1600mm宽幅每小时速度在2500-7000张之间。因此,裱纸复合工艺更适合批量较小、产品结构较复杂的纸箱和纸盒包装。大批量RSC纸箱普通套色应采用柔版后印,网点印刷可采用柔版或凹版预印。产品尺寸的限制来自于设备。从裱纸工艺本身来说,当然是小尺寸的纸箱比较轻易操纵,质量更易得到保证。对于多层的裱背复合要留意纸纹方向,纸盒两张纸的纸纹互相垂直,纸箱的纸纹方向应与瓦楞方向垂直,这样可以获得更高的抗压强度,也可减少透楞现象。
五种方法教你快速选购全自动裱纸机:裱纸机的规格是相对辊筒的长度而言,为了避免造成粘合剂的浪费、能源消耗和生产成本的提高,所以,在产品结构比较多样化的工厂,在选择规格时应酌情按比例适当选购不同规模的裱纸机,以适应高效、合理生产的要求。有工厂是以窄幅为主的产品,为了使机器也可适应于大规格的产品,就全部购买大规格的机器进行生产,认为购买大规格的机器“可大可小”适应强,实际上这种做法是不可取的。裱纸机按机型分有完全手工操作与结构简单、半自动和全自动三种,不同机型的裱纸机其结构、性能、价格也截然不同。选择什么类型的裱纸机进行生产,主要取决于工厂产品的结构和特点,合理安排合适的机器进行生产,对提高生产效率和质量都是比较有利的。裱纸机风扇散热系统使机身温度≤45℃。
裱纸机使用时的注意事项:
1、在日常生产中,因面纸印刷时各组叼牙交接不准,使面纸叼口部位出现撕裂现象。用裱纸机裱贴时,送纸过程中就很容易将面纸撞成弯曲或折叠状态,裱贴后将造成面纸与瓦楞纸板对不齐的现象。发生这样情况时,我们要调整好叼牙的交接时间,防止撕裂面纸的叼口纸边。
2、如果面纸的含水率不合适或堆放不整齐,也很容易使叼口纸边出现卷曲。这时送纸链条上的前规工作面与叼口纸边不是处于直线接触推送状态,在这种情况下裱贴出来的纸板也会使面纸明显凸出瓦楞纸板,模切时将会因凸出的面纸容易弯曲而造成前规定位不准,模切出来的半成品也就会产生误差。这就要求我们要控制好面纸的含水率,防止水分偏高使其挺度下降。
3、对于经过印刷、上光、压光或覆膜后的半成品面纸,我们必须堆放整齐,防止变形、卷曲不良情况的产生。这样就能避免面纸与瓦楞纸裱贴时出现不准确的现象。 全自动裱纸机:触摸屏集中控制,高分辨率人机界面实现人机对话!武汉全自动裱纸机生产厂家
裱纸机使用环保润滑油,无异味污染。武汉全自动裱纸机生产厂家
裱纸工序的重点跟进事项1、裱纸后每卡板产品上面顶层正反20张打“#”字带压;客户有水份要求的产品,在啤之前需要先做水份测试,合格后才可以啤切。2、裱两次的产品,裱第二次时需对裱初次后水份进行确认,合格后方可裱第二次。3、例如:伟易达所有彩盒原则上都用机裱,不用手裱,裱纸时一定不可以打水,啤切前需先做水份测试,合格后方可啤切;微软天地盒首件时必须注意成品要留够,特别是B片面纸比坑纸要大0.5”,裱时以样品对啤位;利盟彩箱用K5(A坑),面纸为300g玖龙K纸,芯纸是150澳洲芯,裱纸胶水为白胶,胶水流量测试为100ML/48.34(±5S),(4#量杯测试)裱纸后至少抽湿24小时以上,待完全干燥后(含水量达8%±2),才能转入啤切工序;三星科健:过PP、裱纸时一定要4小时后才能转下一工序。一般在客户没有特别要求的情况下,所有自动裱纸机裱产品至少2小时才可转下一个工序;手动裱的产品至少干6小时才可转下一道工序生产。武汉全自动裱纸机生产厂家
- 惠州大型全自动裱纸机哪家便宜 2026-04-09
- 东光高速全自动裱纸机哪家便宜 2026-04-09
- 广州伺服全自动裱纸机报价 2026-04-08
- 广东瓦楞纸全自动裱纸机报价 2026-04-08
- 合肥高速全自动裱纸机厂家 2026-04-08
- 天津双用全自动裱纸机报价 2026-04-08
- 深圳两用全自动裱纸机厂家推荐 2026-04-08
- 北京纸板全自动裱纸机价格 2026-04-08
- 温州单面全自动裱纸机 2026-04-08
- 无锡双用全自动裱纸机售价 2026-04-08
- 深圳自动全自动裱纸机供应商 2026-04-08
- 瑞安1450全自动裱纸机 2026-04-08


