- 品牌
- 诺荣
- 型号
- 齐全
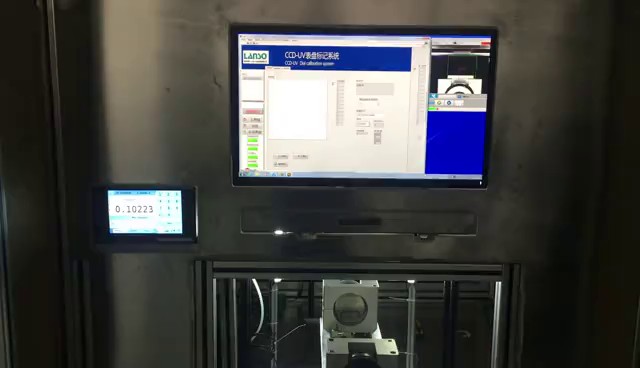
表盘视像标定设备在工业检测领域发挥着重要作用。它利用先进的图像处理技术,实现了对表盘刻度的精确标定,为工业生产提供了可靠的质量保障。该设备不仅支持多种表盘类型,还建立了度盘程序数据库,使得在采样不同度盘时,用户可以方便地调取并使用预设的程序。这一特性极大地提高了检测效率,降低了人工成本。此外,表盘视像标定设备还具备高精度的检测能力,其检测精度小于0.6%,完全符合工业生产对高精度检测的要求。在字体大小与位置方面,设备严格按照技术图纸进行设置,确保了标定结果的清晰度和可读性。同时,设备的高合格率要求(99.5%以上)也进一步提升了其检测的可靠性和稳定性,为工业生产提供了有力的技术支持。机器视觉检测设备中通过建立度盘程序数据库,表盘视像标定设备能够高效管理并快速调用不同的标定程序。辽宁全自动机器视觉检测设备出厂价
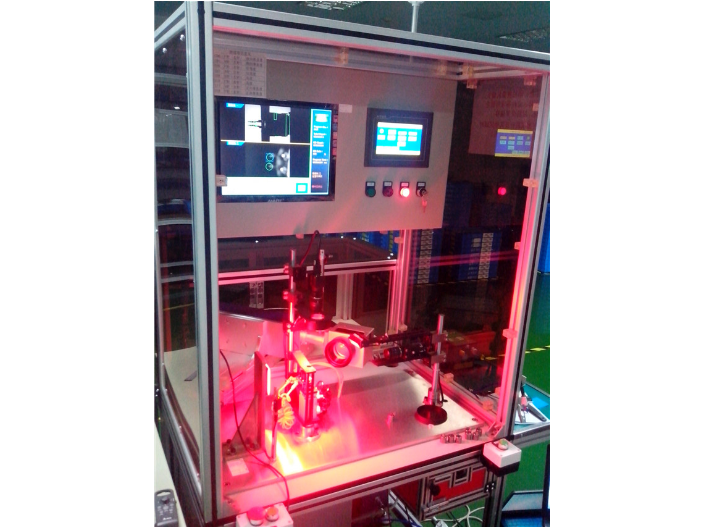
机器视觉检测设备
机器视觉检测技术在食品安全领域也发挥着重要作用。通过高精度的图像捕捉和处理技术,该系统能够快速识别食品表面的异物、污染和变质等问题。在食品包装和加工过程中,机器视觉检测系统能够实时监测和控制产品质量,确保食品符合卫生标准和安全要求。此外,系统还能对食品的营养成分、保质期等信息进行识别和记录,为消费者提供更加透明和可靠的产品信息。这种应用不仅提高了食品的质量和安全性,还增强了消费者对食品品牌的信任和忠诚度。辽宁全自动机器视觉检测设备出厂价表盘视像标定设备作为机器视觉检测设备的关键组件,通过定位,快速确定表盘的准确坐标。

机器视觉检测设备内置SPC 统计过程控制模块,实时分析检测数据的 CPK 值(过程能力指数)。当某尺寸参数的波动超出控制线时,立即触发三级预警机制:黄灯提示操作工检查设备状态,红灯自动停机并推送维修工单至 MES 系统。某电子元件厂应用后,焊接缺陷率从 0.8% 降至 0.05%,设备停机时间减少 63%。通过 AI 算法预测设备维护周期,实现从定期维护向预测性维护的转型。在光伏组件生产中,设备通过 EL 图像分析,提前预判隐裂缺陷,降低组件衰减率 1.2%。
为了确保设备的安全运行和产品质量稳定可靠,机器视觉检测设备配备了先进的故障报警与锁定机制。一旦设备出现故障或检测到不合格产品连续出现超过预设阈值,系统会自动停止运行并亮起红灯闪烁报警。同时,设备会被锁定以防止未经授权的操作导致进一步损坏或质量问题。只有当维修人员通过特定权限解除锁定后,设备才能重新启动并恢复正常运行。这种故障报警与锁定机制有效避免了因设备故障导致的生产中断和产品质量问题,为企业提供了有力的安全保障。相比人工检测,机器视觉检测设备在精度上优势突出。
消费电子产品的视觉检测:细节决定成败在消费电子产品领域,视觉检测技术的引入为产品的质量控制提供了有力保障。这些设备通过捕捉产品的高清图像,利用先进的图像处理和人工智能算法,能够准确检测出产品上的瑕疵和缺陷,如划痕、凹陷、色差等。特别是在智能手机、平板电脑等**消费电子产品的检测中,视觉检测技术的优势尤为突出。它能够捕捉到产品上微小的瑕疵,确保每一台设备都符合***要求。同时,视觉检测设备还能够对产品的外观尺寸、装配精度等进行***检测,确保产品的整体质量和一致性。这种精细化的检测方式,不仅提升了消费电子产品的整体质量水平,还为消费者提供了更加质量、可靠的产品体验。表盘视像标定设备在机器视觉检测设备中,通过定位手段,快速给表盘建立准确的坐标系统。辽宁表面缺陷机器视觉检测设备出厂价
机器视觉检测设备中的表盘视像标定设备装上仪表后,检测精度高达99.4%以上。辽宁全自动机器视觉检测设备出厂价
玻璃制品行业的视觉检测:透明之美,精细呈现玻璃制品行业对产品的透明度和表面质量有着极高的要求。视觉检测技术的引入,为这一行业带来了前所未有的检测精度和效率。通过捕捉玻璃制品的高清图像,结合先进的图像处理和人工智能算法,视觉检测设备能够准确检测出玻璃制品上的瑕疵和缺陷,如气泡、划痕、裂纹等。特别是在***玻璃器皿、光学镜片等产品的检测中,视觉检测设备的优势尤为明显。它能够捕捉到玻璃制品上微小的瑕疵,确保每一件产品都符合***要求。同时,视觉检测设备还能够对玻璃制品的尺寸、形状等进行精确测量,为生产线的调整和优化提供了有力支持。这种智能化的检测方式,不仅提升了玻璃制品行业的整体质量水平,还为消费者提供了更加美观、实用的产品选择。辽宁全自动机器视觉检测设备出厂价

药品制造中的视觉检测:质量与安全的双重保障在药品制造领域,视觉检测设备的引入为药品质量和安全提供了双重保障。通过高分辨率摄像头捕捉药品包装和标签的图像,结合先进的图像处理和人工智能算法,视觉检测设备能够准确识别并验证药品的批次号、有效期、生产厂家等关键信息,确保每一盒药品都符合法规要求。同时,视觉检测设备还能检测出药品包装上的缺陷,如破损、污染、标签错位等,有效避免了不合格药品流入市场。在片剂、胶囊等固体制剂的生产过程中,视觉检测设备还能够对药品的形状、颜色、大小等进行***检测,确保药品的一致性和稳定性。这种智能化的检测方式,不仅提高了药品制造行业的整体质量水平,还为患者的用药安全提供了有力...
- 浙江视像机器视觉检测设备生产 2026-02-04
- 宁波塑胶机器视觉检测设备企业 2026-02-04
- 青岛五金机器视觉检测设备价格 2026-02-04
- 深圳塑胶机器视觉检测设备供应 2026-02-04
- 浙江工业机器视觉检测设备供应 2026-02-04
- 河北3D相机机器视觉检测设备哪家好 2026-02-04
- 河北在线机器视觉检测设备公司 2026-02-04
- 深圳表面缺陷机器视觉检测设备厂家 2026-02-04
- 青岛印刷质量机器视觉检测设备 2026-02-04
- 深圳ccd机器视觉检测设备行情 2026-02-04




- 广东在线机器视觉检测设备批发 2026-02-04
- 辽宁智能机器视觉检测设备批发 2026-02-04
- 江苏不锈钢机器视觉检测设备 2026-02-03
- 山东3D相机机器视觉检测设备厂家 2026-02-03
- 大连人工智能机器视觉检测设备价格 2026-02-03
- 重庆工业机器视觉检测设备供应 2026-02-03






- 青岛永磁同步电机测试台 03-18
- 广东微型电机测试台公司 03-18
- 昆山电磁式电子膨胀阀测试台公司 03-18
- 南京电机测试台直供 03-18
- 新能源气密性检漏设备价格 03-18
- 广西耐压电子膨胀阀测试台价格 03-17
- 海南轮毂电机测试台出厂价 03-17
- 北京汽车线束气密性检漏设备厂家 03-17
- 大连定制电子膨胀阀测试台公司 03-17
- 北京油管气密性检漏设备厂家 03-17