- 品牌
- 孛辰裱纸机,孛辰翻转机,孛辰全自动裱纸机,孛辰高速裱纸机
- 型号
- 齐全
- 尺寸
- 齐全
- 重量
- 齐全
- 产地
- 上海
- 可售卖地
- 齐全
- 是否定制
- 是
- 材质
- 齐全
- 配送方式
- 齐全
全自动裱纸机的调整装置的制作方法:一种全自动裱纸机的调整装置,能够保证输出轴的稳定性,满足大力矩输出的要求,增加各种类型的面纸和瓦楞纸的配合精度。本发明目的可通过如下技术方案来实现一种自动裱纸机的调整装置,包括一个长轴部分和一个短轴部分,长轴部分是一根经调质处理的长轴,一头配合齿轮;短轴部分是一根铬棒材质的短轴,一头装配有入力齿轮以及手轮,长轴部分和短轴部分两个部分的齿轮啮合在一起,所述的短轴部分的端部还设有一个出力齿轮,所述入力齿轮和出力齿轮之间设有单向扭力轴承。在这个实用新型的解决方案中,相较常规的调整装置,采用了这种调整装置结构的自动裱纸机,其调整精度准确,工作效率高,适应性强。裱纸机的精度直接决定了产品的外观质量,因此高精度的设备更受市场欢迎。北京全自动裱纸机厂家
裱纸机使用时的注意事项:
1、在日常生产中,因面纸印刷时各组叼牙交接不准,使面纸叼口部位出现撕裂现象。用裱纸机裱贴时,送纸过程中就很容易将面纸撞成弯曲或折叠状态,裱贴后将造成面纸与瓦楞纸板对不齐的现象。发生这样情况时,我们要调整好叼牙的交接时间,防止撕裂面纸的叼口纸边。
2、如果面纸的含水率不合适或堆放不整齐,也很容易使叼口纸边出现卷曲。这时送纸链条上的前规工作面与叼口纸边不是处于直线接触推送状态,在这种情况下裱贴出来的纸板也会使面纸明显凸出瓦楞纸板,模切时将会因凸出的面纸容易弯曲而造成前规定位不准,模切出来的半成品也就会产生误差。这就要求我们要控制好面纸的含水率,防止水分偏高使其挺度下降。
3、对于经过印刷、上光、压光或覆膜后的半成品面纸,我们必须堆放整齐,防止变形、卷曲不良情况的产生。这样就能避免面纸与瓦楞纸裱贴时出现不准确的现象。 玉田大型全自动裱纸机厂家裱纸机订单切换时参数调用准确率 100%。

裱纸机在工作的过程中有时会出现一种情况,是什么情况呢?就是在工作的过程中不知什么原因突然停了下来,停止了工作。有一定的排查顺序,每款机器都有代码,需要细看或注意时间,下面把常见的告诉你们,记得试一试:首先,水压低或进水口过滤网堵塞,表现为进水很慢,眼能看到,超八分钟未达到规定水位显示E4;第二,排水口堵塞,可把排水管拿出能看到,超规定时间后显示E1;第三,上盖开关接触不良,显示E2;第四,衣物偏,反复校正次数超过规定显示E3;第五,水位传感器受潮,重度受潮显示E6,轻度受潮表现为开机无水状态或常用,程序时间不显示两条横线直接显示时间,低水位有可能判断有水直接启动,脱水时会出现水排完了认为没有排完会继续排水不启动脱水,这款机器故障可能性非常大,需要在阳光充足的一天将其搬运出来好好的晒晒水分,问题基本就会解决。如果以上情况都不是,很遗憾的告诉你,这款机器的主板基本是不能使用了,及时更换一个新的主板吧。
全自动裱纸机是一种可以将纸张覆盖上薄膜的设备,它可以在纸张表面形成一层透明的保护层,以防止纸张受到损坏,同时使其看起来更加的美观。全自动裱纸机的主要工作原理 可以分为以下几个步骤:1、热合处理:为了彻底将薄膜与纸张结合在一起,全自动裱纸机会使用热能加热压辊以生成热量将它们黏合在一起。这种方法被称为热合处理。热合处理的温度和压力是不同纸张和薄膜材料的性质和厚度,在不同的情况下需要不同的参数。2、整理和切割:在薄膜和纸张结合在一起后,需要将其切割成所需的尺寸。一般的机器会进行计算并自动完成切割的过程,同时整理直到干燥。全自动裱纸机能解决纸张贴合后变形问题。
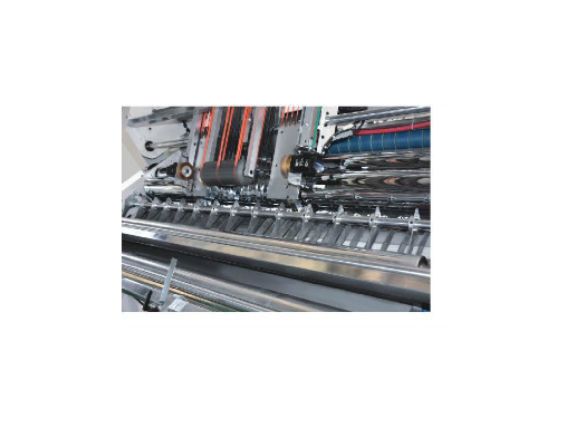
精确高速顺畅,面纸经过马达调节纸张棱角定位及时加减与得进中的底纸对位同步贴合,贴合准确快速。
锐铁台式商标印刷机采用光电控制开卷张力恒定百益手提袋纸袋机采用PLC可编程序控制器智能便捷北玉自动压痕机采用高精度间歇机构气动锁版离合北玉自动平压清废模切机打造精美印品立体呈现北玉全自动糊箱机确保折线精确糊口质量稳定滋霖卷筒式纸袋机采用计算机控制系统高速全自动裱纸机的吸风底纸输送部,强力吸风马达造成的吸力,透过采孔皮带,并配合单独马达连动画纸运行将底纸紧紧吸附于皮带后直接输入上涂胶压合部,高速运转时,输出纸张顺利而精确。高速全自动裱纸机的高精密传动系统采用经济式的整机传动,一条皮带连动保证机器运转平稳,噪音更低,产品贴合快而保持精确。高速全自动裱纸机电器柜采用PLC集中控制,以的硬体实施安全检测诊断.配以彩色智能显示终端进行图型,动态化操作及故障点动诊断,以速度快,精度高,性能稳定,操作维护简捷流畅等优异特点著称,达到欧同体CE标准.压合输送部进口的压力输送皮带,持久耐用,稳定性高,易于保养.得用于速比控制器调速,高速范围更广,适合不同纸张的需求,操作更加简便。 全自动裱纸机单人可操作,节省 3 名人工。东光伺服全自动裱纸机直销厂家
全自动裱纸机能解决纸张贴合后变形问题!!!北京全自动裱纸机厂家
全自动裱纸机如何才能“尽用其才”:因为工艺局限,复合效率一般不高,1200mm-1600mm宽幅每小时速度在2500-7000张之间。因此,裱纸复合工艺更适合批量较小、产品结构较复杂的纸箱和纸盒包装。大批量RSC纸箱普通套色应采用柔版后印,网点印刷可采用柔版或凹版预印。产品尺寸的限制来自于设备。从裱纸工艺本身来说,当然是小尺寸的纸箱比较轻易操纵,质量更易得到保证。对于多层的裱背复合要留意纸纹方向,纸盒两张纸的纸纹互相垂直,纸箱的纸纹方向应与瓦楞方向垂直,这样可以获得更高的抗压强度,也可减少透楞现象。北京全自动裱纸机厂家
- 惠州大型全自动裱纸机哪家便宜 2026-04-09
- 东光高速全自动裱纸机哪家便宜 2026-04-09
- 广州伺服全自动裱纸机报价 2026-04-08
- 广东瓦楞纸全自动裱纸机报价 2026-04-08
- 合肥高速全自动裱纸机厂家 2026-04-08
- 天津双用全自动裱纸机报价 2026-04-08
- 深圳两用全自动裱纸机厂家推荐 2026-04-08
- 北京纸板全自动裱纸机价格 2026-04-08
- 温州单面全自动裱纸机 2026-04-08
- 无锡双用全自动裱纸机售价 2026-04-08
- 深圳自动全自动裱纸机供应商 2026-04-08
- 瑞安1450全自动裱纸机 2026-04-08


