低温蒸发设备主机:主要由压缩机系统、蒸发系统、冷却系统、真空系统、消泡系统、液位温度压力传感装置、阀门管路控制元件、PLC电控系统组成,可将预处理后的废液在常温35℃左右把水分蒸发分离出来,可去除COD、氨氮、总磷、总氮、重金属、无机盐等水体污染因子,水蒸汽则经冷凝系统冷凝形成较为纯净的蒸馏水。一个蒸发周期完成后,压缩机停止工作,浓缩液管路上气动阀打开,蒸发罐加压,将浓缩液排出蒸发桶内。低温蒸发设备的工作原理:采用热泵负压低温蒸馏的方式,是纯物理变化的过程。想为企业优化浓缩流程?低温蒸发浓缩设备,提升效率与品质,增强企业竞争力!食品废水资源化设备客户案例

低温蒸发浓缩设备在电子级化学品纯化环节表现出较强的分馏能力。高纯试剂对金属离子、颗粒度及水分含量要求极高,传统蒸馏因高温易引入杂质。该设备利用真空降低沸点,使水分与轻组分在低温条件下先行脱离,重组分则留在液相中。蒸发器选用高纯特材制造,内表面经电解抛光与钝化处理,金属溶出极低。真空系统采用无油干泵与低温冷阱组合,避免油分子倒灌。冷凝液经在线离子色谱检测,确保无新增污染。设备整体运行于百级洁净环境,管路采用自动焊接,杜绝缝隙残留。所有操作记录实时上传至云端,便于审计与追踪,满足电子化学品行业对数据完整性的严格要求。食品废水资源化设备客户案例大型低温蒸发浓缩设备,高产能,满足批量需求!

低温蒸发工作原理:通过蒸汽的多次汽化和冷凝实现高纯度分离,原液中的有机物几乎不会发生解析挥发,重金属由于熔沸点远高于100℃,也不会变成气态。因此,只有水分子变成蒸汽排出,然后冷凝成蒸馏水,有机物,重金属等有害物质则被保留在浓缩液中。蒸馏水出水可达标排放。原液经过原液泵泵至整个系统管道内,进入低温蒸发器前,原液与系统内蒸馏水、高温不凝性气体进行热值传导,达到预热值后进入低温蒸发器,通过循环泵泵至蒸发器罐体内,经独特构造的喷淋系统将原液喷淋到换热管外侧,与换热管内部的蒸汽进行换热蒸发。蒸发出的二次蒸汽进入蒸汽压缩机,蒸汽压缩机对低焓值的二次蒸汽做功,使其升温升压至高温饱和水蒸气,送至蒸发器罐体内部的换热管内,与不断喷淋到管外壁的原液进行换热,蒸汽冷凝成纯净蒸馏水,蒸馏水和部分不凝性气体又被送到气液分离器进行分离,经过换热后的冷凝水达标排放,换热后的不凝性气体通过气体吸收系统进行吸收,达标排放。整个系统不断的运行,使得原液的水分不断的蒸发流失,料液浓度越来越高,当系统内部溶液达到其在一定的浓度时,经过浓缩液泵泵至浓缩液池进行外处理,整个系统运行稳定。
热泵低温蒸发浓缩设备生产研发厂家:苏州智康环保科技有限公司坐落于江苏省昆山市,专业研发和生产低温蒸发器。围绕高污染高盐废水蒸发减量、原材料或副产品的浓缩、液体废弃物价值化回收为主营业务,专注于为不同领域工业客户和公共机构提供使用低温蒸发技术、设备、整体解决方案。智康环保现有独栋厂房5000平米,年生产能力200台以上设备。拥有一批具有高专业水平和丰富实践经验的技术、管理人才,技术上与高校研究院合作,先后申请获得授权的荣誉20余项,通过ISO9001中国认证、国际认证及出口欧盟CE认证等。公司创立之初就推出了能够直接净化强酸性水并处理富盐水的变革性低温真空蒸发设备,实现了蒸发结晶技术领域新突破。我们丰富的经验和熟练的问题解决能力赢得了客户认可和竞争对手以及行业专业人士的尊重。智康环保的目标是通过回收水和回收原材料来较大限度地减少并尽可能消除废水排放。以极低的运行成本为客户的可持续性发展提供质优、完美的服务。让我们为了“天更蓝,水更清”,一起携手共创美好未来。还在为高能耗浓缩而烦恼?低温蒸发浓缩设备,节能明显,大幅削减能耗成本!

低温蒸发浓缩设备优势:高效节能:采用低温蒸发技术,相比传统的高温蒸发设备,极大降低了能源消耗,运行成本更低。 资源回收:不仅能实现出水回用,减少水资源浪费,还能对浓缩液中的镍资源进行回收再利用,提高了资源的利用率。 环保安全:设备在密闭系统中运行,避免了废水处理过程中对环境的污染,同时减少了废气、废渣的排放,符合环保要求。 处理效果好:专门针对含镍废水特性设计,能有效去除废水中的镍等污染物,处理后的出水水质稳定,满足回用标准。 操作简便:设备采用自动化控制系统,操作简单方便,减少了人工操作的难度和误差。担心设备无法处理特殊物料?定制化服务,满足特殊物料浓缩特殊需求!COD浓缩蒸发浓缩设备源头厂家
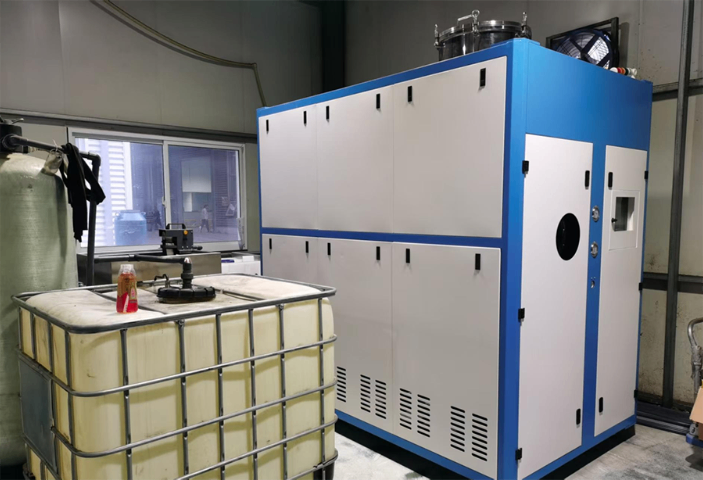
低温蒸发浓缩设备操作简便,简洁界面设计,工作人员轻松上手。食品废水资源化设备客户案例
苏州智康环保科技有限公司——专注低温浓缩蒸发技术,提供专业环保解决方案。在环保技术不断升级的当下,苏州智康环保科技有限公司凭借对低温蒸发兴祥技术的深耕细作,在高盐高浓废水处理、物料浓缩及废液资源化领域树立了专业形象,为各行业客户提供精确高效的环保解决方案。专注于低温蒸发技术是苏州智康环保科技有限公司的竞争力所在。多年来,公司始终将技术研发置于战略前列,组建了一支由化工、环保、机械等领域专业组成的研发团队,持续投入资源攻克低温蒸发技术难题。团队从传热机理、能量循环、设备结构优化等基础层面深入研究,不断突破技术瓶颈,形成了一系列具有自主知识产权的技术。通过对蒸发温度控制、真空系统优化、防结垢技术等关键环节的创新升级,公司的低温蒸发技术在能效比、处理稳定性、运行成本控制等方面均达到行业高水平,为各类复杂液体处理场景提供了坚实的技术支撑。
食品废水资源化设备客户案例