- 品牌
- JWIM
- 型号
- 仓储
- 加工定制
- 是
- 产地
- 江苏常州
- 厂家
- 江苏金旺智能科技有限公司
搬运自动化是一种利用技术手段,使货物搬运过程无需人工干预,实现自动高效完成的模式。在金旺智能的农化项目中,搬运自动化系统涵盖了AGV、RGV、输送线等多种设备,构建起一个立体化的搬运网络。其中,AGV负责跨区域搬运,导航精度高达±10mm;RGV在固定轨道上进行高速运输,速度达到1.5m/s;输送线则连接各个工序,实现无缝对接。某生产基地的案例数据显示,搬运自动化使得物料周转效率提升了60%,搬运成本降低了75%。此外,由于减少了人工搬运,货物破损率从3%明显降至0.5%。同时,释放出的人力资源可以投入到更具价值的工作中,从而优化了企业的人力结构。安徽华星颗粒剂项目是生产农业用除草药剂,提升农业生产效率的化工项目。常州食品仓储解决方案

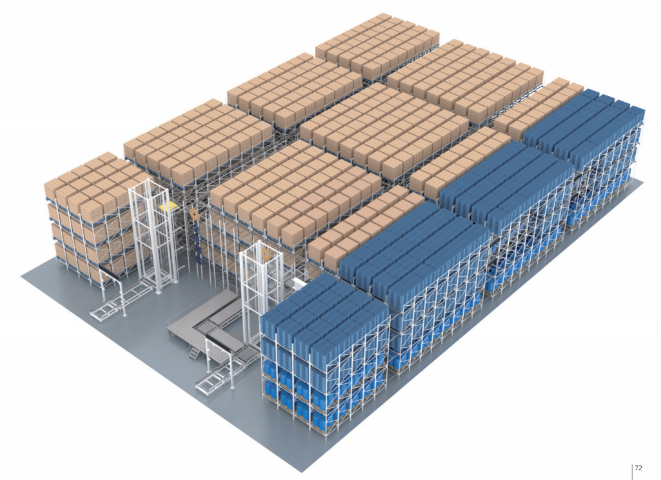
金旺智能的智能仓储展厅,采用了先进的立体架构设计,总体展示了农化制剂智能工厂在仓储方面的强大实力。在这个展厅内,参观者可以亲眼目睹立体仓库和智能分拣系统的运作流程。其中,堆垛机以惊人的120米每分钟的速度,在高达24米的货架间高效穿梭,配合多层穿梭车与分拣机器人,实现了每小时高达500单的出库效率。此外,通过WMS系统的生动演示,参观者可以直观地了解到库存管理和订单调度的全数字化流程,清晰地看到智能仓储如何提升空间利用率和物流效率。金旺智能的智能仓储展厅为农化企业仓储智能化升级提供了完美的解决方案。江苏食品仓储销售厂家JDC2000 - 1NL机器人装箱码垛一体机是借助机器人实现装箱码垛功能的设备。

金旺智能凭借其在技术创新和高质服务方面的完美表现,荣获了众多令人瞩目的品牌荣誉。这家企业不仅被国家认证机构认定为科创认证企业,还在省级层面被认定为智能装备研发中心。金旺智能在农化制剂智能工厂领域取得了明显成就,因此荣获了“中国农化智能工厂典范企业”的称号,并且在技术创新方面也得到了行业的高度认可,荣获了“行业技术创新奖”。此外,金旺智能的多项关键产品已经通过了国际强力认证,其技术实力得到了行业和客户的普遍认可。随着品牌影响力的不断提升,金旺智能已经成为农化制剂智能工厂领域的头部品牌,引导着行业的发展方向。
与智能仓储互联互通,准确掌握库存动态,快速响应出入库需求,优化仓储管理。在兽药生产中,智能加工和包装系统与智能仓储实时同步数据,当成品入库时,仓储系统自动分配货位,同时更新库存台账,出库时根据生产订单优先分配较早批次的产品,实现“先进先出”。某季度数据显示,互联互通使库存周转率提升55%,库存准确率达99.99%,且通过仓储数据反馈,生产系统提前调整生产计划,避免了因库存积压导致的资金占用,库存成本下降32%,真正实现了生产与仓储的协同高效运作。金旺智能合作客户超3000家,作为农化制剂智能工厂服务商,携手客户共发展 。
浙江禾本固体车间项目是建设固体产品生产车间,提升产能、保障质量的产业项目。金旺智能为该项目规划设计了全自动化固体生产线,包含负压投料、双螺杆混合、流化床干燥等工艺,其中负压投料使原料损耗率从3%降至0.5%,混合均匀度CV值≤2%,干燥后的产品水分含量控制在0.5%以下。车间按GMP标准建设,设置除尘、空调系统,确保生产环境符合要求。项目建成后,固体产品产能提升3倍,达1.2万吨/年,产品合格率从90%提升至99.5%,同时因环保措施到位,车间粉尘与废气排放均优于国家标准,实现了产能与质量的双重提升。智能高位库是具备智能管理功能的高位仓库。智能仓储便宜的
授权中心是负责分配、管理和监控系统操作权限,保障信息安全的管控枢纽。常州食品仓储解决方案
配料剪切釜是兼具配料和剪切功能的釜体。在农药悬浮剂生产中,配料剪切釜像“全能加工中心”,先按配方计量原药、助剂、水等物料,再通过剪切装置将原药颗粒剪切成2-5μm的细颗粒,一步完成配料和剪切,比传统分开作业效率提升3倍。某悬浮剂生产案例显示,配料剪切釜的计量误差控制在±0.3%,剪切后的颗粒粒径分布均匀,悬浮率达95%以上,药效比传统工艺提高20%;釜体配备温控系统,将剪切温度控制在50±3℃,避免原药分解,且配料剪切釜的全密闭设计防止粉尘和溶剂挥发,车间环境更环保,工人健康更有保障。常州食品仓储解决方案
- 农药仓储哪里有卖 2026-05-19
- 浙江饮料仓储 2026-05-15
- 无锡肥料仓储 2026-05-14
- 常州食品仓储售后好的 2026-05-12
- 无锡饮料仓储 2026-05-12
- AI码垛机器人厂家推荐 2026-05-11
- 安徽肥料仓储 2026-05-11
- 江苏食品仓储解决方案 2026-05-11
- 江苏医药仓储厂家价格 2026-05-11
- 常州农药仓储便宜的 2026-05-11
- 常州仓储要多少钱 2026-05-11
- 常州自动化仓储哪家好 2026-05-10



