- 品牌
- 万胜紧固件,万胜非标件
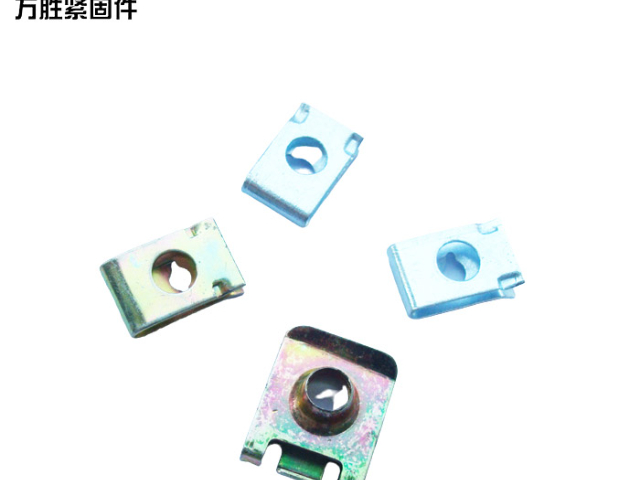
- 型号
- M3~M8
- 材质
- 65Mn
夹片螺母的定制时间通常在4-8周左右,具体取决于需求的复杂程度、模具制作难度以及生产数量等因素,以下是具体介绍:需求沟通阶段:客户与加工厂家进行深入沟通,明确夹片螺母的具体要求,包括材料、尺寸、形状、功能等,这一过程可能需要几天到一周的时间,具体取决于客户需求的复杂程度和加工厂的响应速度。设计阶段:在确认需求后,设计团队会根据客户要求进行夹片螺母的设计,通常需要1-2周的时间。设计师会利用软件进行建模,并生成相关的技术图纸,设计的精确度直接影响到后续的加工效果。模具制作阶段:对于需要批量生产的夹片螺母,可能需要制作模具,这一过程一般需要2-4周的时间。模具的质量和制作时间将直接影响到后续的生产周期。 夹片螺母,就选温州万胜紧固件有限公司,用户的信赖之选,有想法的可以来电咨询。新款夹片螺母推荐货源

按“使用场景”分类选择:场景与对应材质不同场景对夹片的“环境耐受”要求差异极大,以下是工业中最常见的4类场景及适配材质,可直接对应选型:场景1:普通干燥室内环境(无腐蚀、常温)典型应用:室内配电柜、货架、普通机械设备(如电机支架)、办公家具连接;**需求:基础弹性、低成本,无需强耐腐蚀;推荐材质:碳素弹簧钢(如65Mn、70#钢):优势:弹性良(弹性极限高)、强度足够(抗拉强度≥1000MPa),价格*为不锈钢的1/3~1/2,是性价比比较高的选择;注意:需做表面处理(如镀锌、镀彩锌),防止室内轻微湿气导致生锈,延长使用寿命。 云南夹片螺母有哪些温州万胜紧固件有公司致力于提供夹片螺母,有想法的可以来电咨询。

夹片弹性处理夹片的弹性是夹片螺母实现可靠紧固的关键因素之一,因此需要对夹片进行特殊的弹性处理。碳钢夹片:碳钢夹片通常采用淬火和低温回火的热处理工艺。淬火温度一般在830-860℃,通过加热和冷却,使夹片获得较高的硬度和强度。随后进行低温回火,回火温度在180-220℃,以消淬火应力,提高夹片的韧性和弹性,使其硬度达到HRC40-45。经过这样的处理,夹片在反复开合后仍能保持良好的弹性,无长久变形。不锈钢夹片:不锈钢夹片一般采用固溶处理工艺,对于304不锈钢,固溶温度在1050-1100℃。固溶处理能使不锈钢中的合金元素充分溶解在基体中,去除加工过程中产生的应力,其良好的塑性和韧性,保持夹片的弹性。在处理后,夹片的变形量应≤,以确保其在长期使用中的可靠性。夹片末端的防滑齿对于增强夹片与被连接材料之间的摩擦力至关重要。防滑齿需尖锐且无毛刺,齿高≥,以防止夹片在使用过程中打滑,保证连接的稳定性。
安装方式:无需“从端部套入”,适配封闭/狭窄空间这是夹片螺母的特点,解决了普通螺母“必须从螺栓/螺杆端部拧入”的局限性:普通螺母安装时,需先将螺母从螺栓的一端套入,再逐步拧紧;而夹片螺母通过可开合/弹性夹片结构(如U型夹片、弹性卡爪),可直接“侧向卡入”螺栓或型材槽内(如C型钢、铝型材轨道),无需拆卸螺栓端部的其他部件。示例场景:光伏支架的檩条连接(支架已固定,无法拆卸螺栓端部)、设备内部狭窄空间的部件维修(手无法伸入端部操作),夹片螺母可直接从侧向卡入螺栓,大幅简化安装流程。 夹片螺母,就选温州万胜紧固件有限公司,欢迎您的来电。
加工阶段:模具制作完成后,便进入实际的加工阶段。根据夹片螺母的复杂程度和数量,加工时间可能从几天到几周不等。高科技设备的使用能够提高加工效率,但对于特别复杂的零件,可能需要更多的时间来完成。质量检测阶段:加工完成后,所有的夹片螺母都需要经过严格的质量检测,以确保其符合客户的要求和行业标准,这一阶段通常需要1-3天的时间,具体时间依据零件的数量和检测标准而定。交付阶段:经过质量检测的夹片螺母将被包装并运送给客户,交付时间取决于运输方式和距离,一般来说,国内运输需要1-3天的时间。 温州万胜紧固件有有限公司为您提供夹片螺母,有想法的可以来电咨询。福建制造夹片螺母
温州万胜紧固件有公司致力于提供夹片螺母,欢迎您的来电。新款夹片螺母推荐货源
碳钢是夹片螺母常用的材质之一,具有较高的强度和良好的加工性能。其中,45#钢和Q235钢是较为典型。45#钢属于中碳钢,具有较高的强度和硬度,经过适当的热处理后,能获得良好的综合机械性能,其抗拉强度一般≥600MPa,适用于承受较大载荷的场合。Q235钢是一种普通碳素结构钢,具有一定的强度和韧性,价格相对较低,工艺性能良好,适合大规模生产。在一些对强度要求不是特别高,但需要经济性的应用中,Q235钢夹片螺母得到使用。碳钢夹片螺母的特点是强度高、承载能力强,能满足大多数常规工业应用的需求。然而,碳钢的耐腐蚀性相对较差,在潮湿或有腐蚀性介质的环境中容易生锈。因此,为了提高其耐腐蚀性,通常需要对碳钢夹片螺母进行表面处理,如镀锌、镀镍、发黑等。新款夹片螺母推荐货源
- 质量夹片螺母哪里有卖的 2025-12-06
- 异形夹片螺母经营 2025-12-05
- 重庆标准夹片螺母 2025-12-05
- 甘肃夹片螺母哪家便宜 2025-12-04
- 非标夹片螺母批量定制 2025-12-04
- 异形夹片螺母诚信合作 2025-12-03
- 湖北夹片螺母服务热线 2025-12-03
- 耐用夹片螺母多少钱 2025-12-03
- 黑龙江通常夹片螺母 2025-12-03
- 特点夹片螺母厂家电话 2025-12-03
- 中国台湾夹片螺母经营 2025-12-03
- 中国香港定制夹片螺母 2025-12-03


