- 品牌
- 益民环保
- 型号
- 2T
- 反渗透膜类型
- 复合膜
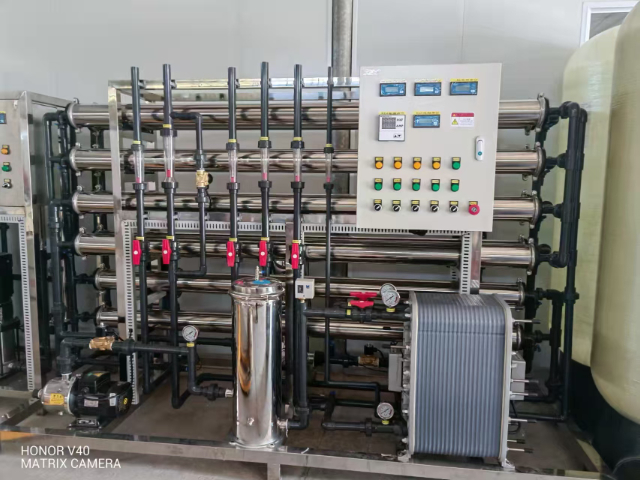
锂电池生产对水质有着极为严苛的要求,反渗透设备必须满足电阻率≥15MΩ·cm、TOC<50ppb、微粒含量<5个/ml的超纯水标准。锂电池厂RO系统通常采用三级处理工艺:预处理单元包含多介质过滤、活性炭吸附和精密过滤,可有效去除原水中的悬浮物、余氯和胶体;主RO系统采用抗污染复合膜元件,脱盐率稳定在99%以上;后级处理则配置混床离子交换或EDI电去离子装置。为应对锂电池生产中的特殊需求,系统还集成了多项创新设计:采用316L不锈钢管路防止金属离子析出污染;配置氮气保护装置避免膜元件氧化;安装在线TOC分析仪实时监测有机物含量。在正极材料制备环节,RO产水还需经过紫外氧化处理,确保水中微生物含量<1CFU/100ml。某有名 锂电池厂商的实践表明,优化后的RO系统可使电池隔膜清洗水的钠离子含量控制在0.1ppb以下,明显 提升电池循环寿命。反渗透设备噪音控制在65分贝以下,符合工业企业噪声标准。广东工厂反渗透设备多少钱

工厂反渗透设备是工业水处理系统的主要 装置,其工作原理基于选择性分离膜技术。系统通过高压泵对原水施加20-80bar的工作压力,迫使水分子逆自然渗透方向穿过0.1-1纳米孔径的复合膜,有效截留溶解盐、重金属、有机物等杂质。现代工业RO系统通常采用多级处理工艺:预处理单元包含砂滤、碳滤和精密过滤器,用于去除悬浮物和余氯;主要 RO膜组采用螺旋卷式结构,单支膜元件表面积可达37平方米;后处理环节则根据需求配置pH调节或紫外线杀菌装置。为适应不同工业场景,设备会集成特殊的抗污染设计,如湍流促进器可减少膜表面沉积,变频控制系统能根据水质自动调节操作压力。在电子、制药等对水质要求严格的行业,系统会采用双级RO+EDI的复合工艺,使产水电阻率达到15-18MΩ·cm,完全满足GMP和电子级超纯水标准。广东实验室反渗透设备供应商家反渗透设备通过半透膜有效去除水中溶解盐类和微小杂质,产水纯度高达99%。
反渗透(ReverseOsmosis,RO)是一种高效的水纯化技术,其主要 在于利用半透膜的选择性分离作用。在自然渗透现象中,水分子会从低浓度溶液向高浓度溶液自发迁移,而反渗透则通过施加外部压力(通常为10-70bar)逆转这一过程,迫使水分子从高浓度侧(原水)穿过膜进入低浓度侧(纯水),同时截留溶解盐、有机物、细菌和病毒等杂质。反渗透膜的孔径极小(约0.1纳米),可去除水中90%-99%的离子、胶体和微生物,产水电阻率可达1-18MΩ·cm,满足实验室高纯水需求。现代实验室RO系统通常采用螺旋卷式膜组件,其结构紧凑且能提供较大的有效过滤面积。为了提高效率并减少膜污染,设备通常配备预处理装置,如活性炭吸附(去除余氯和有机物)、精密过滤(去除颗粒物)或软化装置(降低硬度)。此外,部分高级 系统采用抗污染复合膜材料,结合错流过滤技术,减少浓差极化现象,延长膜的使用寿命。这些技术使得RO设备成为实验室超纯水制备的关键环节,广泛应用于分子生物学、制药、环境检测等领域。
实验室反渗透设备广泛应用于生命科学、制药、环境监测等领域,其优势在于提供稳定可靠的高纯度水源。例如,在细胞培养实验中,RO产水可确保无内重金属干扰;在高效液相色谱(HPLC)分析中,低TOC(总有机碳)水质能避免基线漂移和假阳性结果。相比传统蒸馏法,RO技术能耗降低60%以上,且无需加热,避免了挥发性杂质共馏的风险。此外,模块化设计使系统可根据需求灵活扩展,例如通过二级RO或EDI(电去离子)联用进一步提升水质至Ⅰ级超纯水标准(GB/T 33087-2016)。值得注意的是,RO设备还能适应多种水源,包括自来水、地下水甚至废水回用,通过智能控制系统实时监测pH、电导率和压力参数,提升水资源利用率,在干旱地区或环保实验室中具有突出价值。移动式集装箱反渗透设备适用于应急供水,2小时内可快速部署。

反渗透设备的环保意义及未来发展趋势:在环保理念深入人心的时代,学校反渗透设备的推广不仅关乎健康,还具有明显的生态价值。与传统桶装水相比,RO系统减少塑料瓶和运输碳足迹,符合绿色校园建设目标。未来,随着技术迭代,反渗透设备将向低能耗、高回收率方向发展,例如采用新型抗污染膜材料或太阳能驱动设计。部分学校已尝试将浓水(反渗透废水)回收用于绿化灌溉,进一步提升资源利用率。同时,通过与学生科普课程结合,这些设备也成为生动的环保教育载体,帮助师生理解水资源保护的重要性。可以预见,随着技术进步和政策支持,反渗透设备将在更多校园实现普及与升级。苦咸水淡化项目中,抗污染膜可耐受SDI值高达5的原水。浙江医用反渗透设备厂家
锅炉补给水处理中,反渗透可替代离子交换树脂降低运行成本。广东工厂反渗透设备多少钱
碳中和目标正推动RO技术向绿色化、智能化方向革新。材料领域,石墨烯氧化物膜展现出比传统聚酰胺膜高5倍的通量,MIT研发的仿生膜使海水淡化能耗降至1.5kWh/m³;系统设计上,正渗透(FO)-RO联用工艺可将浓盐水体积减少60%,而振动剪切增强(VSEP)技术通过高频振荡解决膜污染难题。数字化方面,数字孪生系统能模拟不同水质下的较好的运行参数,某海水淡化厂应用后能耗降低18%。市场调研显示,到2030年,配备能量回收装置(ERD)的RO系统将占新增项目的90%,新型压力交换器可使系统效率提升至96%。值得注意的是,零液体排放(ZLD)需求催生了"RO+蒸发结晶"组合工艺,中国煤化工领域已建成20余套万吨级装置。随着《水污染防治法》修订,RO浓水处理的电催化氧化技术、膜蒸馏技术等创新方案将迎来爆发式增长,全球RO市场预计在2025年突破120亿美元规模,技术创新将持续拓展水资源化利用的边界。广东工厂反渗透设备多少钱
- 安徽无尘车间反渗透设备哪里买 2025-10-23
- 江苏单级反渗透设备哪里买 2025-10-23
- 浙江双级反渗透设备厂家 2025-10-23
- 新疆实验室反渗透设备厂家 2025-10-23
- 湖北无尘车间反渗透设备多少钱 2025-10-22
- 医用反渗透设备销售公司 2025-10-22
- 河南无尘车间反渗透设备厂家 2025-10-21
- 新疆锂电池厂反渗透设备 2025-10-20
- 新疆医用反渗透设备多少钱 2025-10-20
- 实验室反渗透设备工厂 2025-10-20
- 江西锂电池厂反渗透设备工厂 2025-10-20
- 湖北单级反渗透设备销售公司 2025-10-20


