- 品牌
- JWIM
- 型号
- 密集库
- 加工定制
- 是
- 产地
- 江苏常州
- 厂家
- 江苏金旺智能科技有限公司
包装车间是对产品进行包装作业,配备各类包装设备与流程的生产场所。在金旺智能设计的包装车间中,按GMP标准分区布局,包含理瓶区、灌装区、贴标区、码垛区等,各区域通过输送线连接,实现全流程自动化。车间内设置除尘系统,粉尘浓度控制在2mg/m³以下;空调系统维持恒温恒湿(温度22±2℃,湿度55±5%),确保包装质量稳定。某农药包装车间案例显示,该布局使包装效率达300瓶/分钟,比传统车间提升5倍,且因流程优化,包装材料损耗率从3%降至0.8%,每年为企业节省成本超百万元。总控 - WCS/WMS是进行仓库设备控制和管理的总控系统。江苏密集库客服电话

原料库是存放原料的仓库。在安徽华星除草剂项目中,原料库采用智能仓储管理系统,通过条码识别原料批次,自动分配货位,实现“先进先出”管理,原料库存准确率达99.9%。仓库配备温湿度控制系统,将温度保持在15-25℃,湿度≤60%,防止除草剂原药受潮分解;同时设置防爆区,对易燃易爆原料进行特殊存储,防爆等级达Ex d IIB T4,确保存储安全。某时段数据显示,智能原料库使原料周转效率提升40%,库存积压成本降低35%,且通过自动预警系统,提前7天提醒原料补货,避免因缺料导致的生产中断。徐州食品密集库智能仓储是利用智能系统进行仓储管理的模式。

计量罐是一种专门用于物料计量的罐体设备,在液体水溶肥生产中扮演着至关重要的角色。它的工作原理类似于一个准确的量杯,通过液位传感器和称重传感器的双重计量方式,确保了计量的高精度。例如,在计量1000L液体时,误差可以控制在±1L以内,这一精度是传统流量计的十倍之多。在某工厂的实际应用案例中,计量罐与配方管理系统实现了联动,能够自动按照配方比例准确计量多种原料。例如,它可以精确计量500L硝酸钾溶液和300L磷酸二氢钾溶液等。计量完成后,系统会自动将这些原料排入反应釜中,整个过程无需人工干预,确保了计量的准确率达到了100%。这种自动化和高精度的计量方式有效避免了人工计量过程中可能出现的误差,确保了肥料配方的精确性,从而提高了收尾产品的质量和一致性。
金旺智能的智能运维展厅,通过借助人员、现场、生产管控等平台,为农化工厂的运维管理提供了强大的支持。在这个展厅中,参观者可以看到设备运维数字平台的实时监控界面,通过传感器数据的可视化,实时呈现设备振动、温度等关键参数。AI算法的应用使得设备故障预测准确率高达90%以上,大幅降低了设备故障的风险。同时,展厅还演示了预防性维保流程,例如灌装机运行满500小时后会自动推送维护任务,使得运维效率提升了70%。通过这些演示,参观者可以深入理解智能运维如何降低停机风险、延长设备寿命,实现精益化生产管理。计量罐是用于物料计量的罐体。
南通科创聚焦科技创新发展,引进项目、培育企业,打造良好创新生态,推动区域产业升级。金旺智能作为其重点引进的智能装备企业,在南通科创园区内建设了农化制剂智能工厂示范线,涵盖智能加工、包装、仓储等环节,其中智能加工展厅展示的砂磨研磨技术,可将原药颗粒细化至纳米级,吸引了众多园区企业参观学习;智能包装展厅的高速贴标机,贴标精度达±0.5mm,为园区企业提供了直观的智能化改造样本。南通科创通过引进金旺智能等创新企业,带动园区内30余家企业实施智能化升级,推动区域农化产业向高质量化发展。E - 专业设计是以清晰设计效果、合理配置设备系统,实现高性价比专业设计方案。徐州食品密集库
ZG-2大桶码垛机是用于大桶码垛操作的设备。江苏密集库客服电话
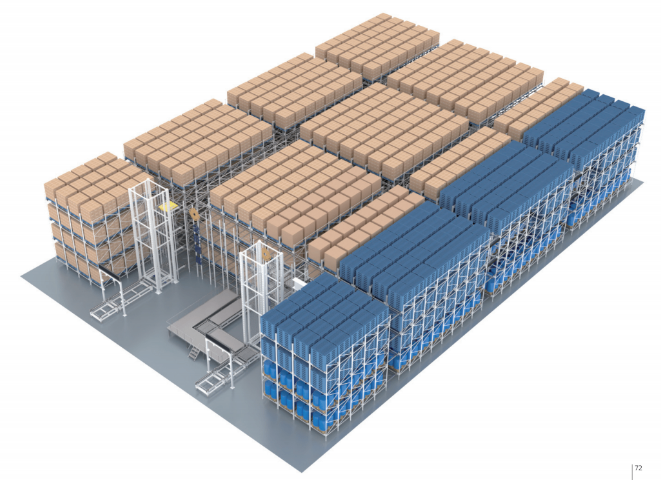
智能仓储模块是运用先进技术实现货物智能存储、管理与调配的高效仓储系统。在金旺智能的农药项目中,该模块集成堆垛机、输送线、WMS系统,实现从入库、存储到出库的全流程自动化。入库时,扫码识别货物信息并自动分配货位,入库效率达300件/小时;存储环节通过温湿度控制,将环境参数维持在农药完美储存条件(温度18-25℃,湿度≤60%);出库时根据订单优先级智能调度,拣货准确率达99.99%。某季度数据显示,智能仓储模块使库存周转率提升60%,仓储空间利用率提高4倍,且因全流程数字化管理,货物追溯效率提升70%。江苏密集库客服电话
- 青州密集库 2026-05-13
- 常州医药密集库要多少钱 2026-05-12
- 徐州密集库厂家推荐 2026-05-12
- 江苏国产密集库联系方式 2026-05-12
- 常州自动化密集库厂家价格 2026-05-11
- 常州汽车零件密集库推荐厂家 2026-05-11
- 常州密集库售后好的 2026-05-10
- 浙江国产密集库 2026-05-09
- 江苏肥料密集库厂家供应 2026-05-07
- 常州智能密集库联系方式 2026-05-06
- 南京汽车零件密集库 2026-05-04
- 江苏密集库推荐厂家 2026-05-03

