对于 150~300W 的 LED 工矿灯,因散热功率更高,需采用更大尺寸的铲齿结构(齿高 18~25mm、齿间距 1.5~2mm),同时搭配轴流风扇(风速 3~5m/s)实现强制风冷,风扇与散热器之间采用卡扣式连接,便于维护;部分高级产品还在铲齿间隙设置导流罩,引导气流均匀流经齿面,避免局部热点。...
铲齿散热器基本参数
- 品牌
- 锦航
- 型号
- 新能源散热器
- 加工定制
- 是
铲齿散热器企业商机
铲齿散热器的制造工艺较为复杂且精细。首先是基板的加工,通常采用冲压或 CNC 加工工艺,以确保基板的平整度和尺寸精度。冲压工艺适用于大规模生产,能够快速成型,降低成本;而 CNC 加工则更适合高精度、小批量的产品需求。对于铲齿部分,主要采用铲削工艺。在铲削过程中,通过特殊设计的刀具,从基板材料上直接切削出铲齿形状。这一过程需要精确控制切削参数,包括刀具的转速、进给速度以及切削深度等,以保证铲齿的尺寸精度和表面质量。为了进一步提高散热器的整体性能,还会对铲齿散热器进行表面处理,如阳极氧化、镀镍等。阳极氧化可以增强散热器的耐腐蚀性,同时提高其表面的散热性能;镀镍则能提升散热器的抗氧化能力,改善其外观。这些制造工艺的综合运用,造就了高质量的铲齿散热器。铲齿散热器可以迅速排出高温金属表面的浮热,提高散热效率。惠州电子铲齿散热器

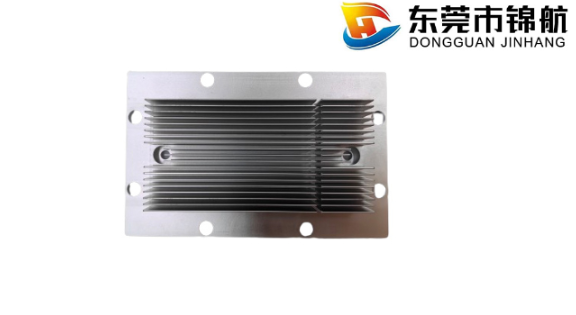
生产工艺流程详解:铲齿散热器的生产工艺流程涵盖多个精密环节,每个环节都对产品质量和性能有着重要影响。首先是开型材环节,根据散热器的设计要求,选择合适规格的铝或铜型材,并通过高精度锯切设备进行切割,以很大程度节省原材料,同时保证型材的尺寸精度。接着进入下料工序,可根据产品尺寸,采用一模一个或一模多个的方式进行加工,支持连续自动化生产或单件定制操作,提高生产效率和灵活性。随后进行 CNC 加工,利用数控机床对型材进行铣削加工,去除不需要的部分,铣出密封圈槽、安装孔等结构。完成 CNC 加工后,将型材送入数控铲齿机进行铲齿操作,通过精确控制铲刀的切削角度、深度和速度,加工出高密度、高精度的散热翅片。铲齿完成后,在滚齿机上对翅片进行滚平处理,确保翅片表面平整,提高散热效果。之后进行二次 CNC 加工,包括铣掉边缘多余的齿、在散热器中间打孔、开设避空位、进行表面飞面处理、加工螺纹孔以及制作扣具安装位等。进行表面处理工序,根据产品需求,可选择阳极氧化、电镀、喷漆等表面处理方式,提高散热器的耐腐蚀性和美观度,各环节紧密配合,确保产品质量达到高标准 。广东1060型材铲齿散热器生产铲齿散热器是一种常见的CPU散热器类型。

现在我们身边的电子产品越来越多样,我们在选择时不仅会在它们的功能方面进行比较,还会在外观方面进行考虑,而外型轻薄化是当下电子产品的发展趋势。因此也就会面临着一个挑战,那就是电子产品内部空间变得越来越狭窄,但是散热能力一直是电子产品不可忽视的一个问题,如何在有限的空间内充分帮助电子产品散热是一个需要格外关注的要点。这就要求散热器做到质轻、导热性能强、可塑性强,只有依靠有限的尺寸发挥出散热性能,才能真正意义上为电子产品做到散热护航。那么选择怎样的材料才能制造出外型尺寸上符合要求又不失散热效果散热器?下面就由小编带大家来了解一下现今几种常见用于制造散热器的材料。一、塑料散热器塑料散热器在浙江、北京、山东、西安等地得到了研制和推广,常见的塑料散热器会在塑料中填充某些金属氧化物粉末、碳粉、纤维或陶瓷粉末制造而成,以提高它的导热性能。这种塑料散热器质量极轻,很是符合电子产品的需求,加上外观可塑性强,成本低的特点受到了不少厂家的青睐。但是相比金属合金制造而成的散热器,它的导热性能并不稳定,导热系数变化大,无法确保能够完好适应工作环境,工作时间久了甚至会产生变形,因此其安全性和稳定性方面还有待提高。
散热方式是指该散热器散发热量的主要方式。在热力学中,散热就是热量传递,而热量的传递方式主要有三种:热传导,热对流和热福照。物质本身或当物质与物质接触时,能量的传递就被称为热传导,这是**普遍的一种热传递方式。比如,CPU散热片底座与CPU直接接触带走热量的方式就属于热传导。热对流指的是流动的流体(气体或液体)将热带走的热传递方式,在电脑机箱的散热系统中比较常见的是散热风扇带动气体流动的“强迫热对流”散热方式。热福照指的是依靠射线福照传递热量,日常**常见的就是太阳福照。这三种散热方式都不是孤立的,在日常的热量传递中,这三种散热方式都是同时发生,共同起作用的。实际上,任何类型的散热器基本上都会同时使用以上三种热传递方式,只是侧重点不同罢了。比如普通的CPU散热器,CPU散热片与CPU表面直接接触,CPU表面的热量通过热传导传递给CPU散热片;散热风扇产生气流通过热对流将CPU散热片表面的热量带走;而机箱内空气的流动也是通过热对流将CPU散热片周围空气的热量带走,直到机箱外;同时所有温度高的部分会对周围温度低的部分发生热福照。铲齿散热器可以换热效率高,具有明显的经济效益。

与液冷散热技术的协同应用:在一些对散热要求极高的场景中,如大型数据中心、超级计算机等,单纯依靠空气散热的铲齿散热器可能无法满足需求。此时,将铲齿散热器与液冷散热技术相结合,能够实现更高效的散热效果。液冷技术通过冷却液带走热量,具有散热效率高、噪音低等优点。铲齿散热器可以作为液冷系统的末端散热装置,进一步增强热量的散发能力。冷却液在吸收设备产生的热量后,通过管道传输到铲齿散热器表面,再由铲齿将热量快速传递到空气中。这种协同应用方式不仅充分发挥了铲齿散热器的高效散热性能,还利用了液冷技术的优势,实现了散热效率的比较大化,同时降低了系统的能耗和噪音水平。铲齿散热器与其他传统散热设备相比,具有更高的效率。六安汽车铲齿散热器批发
铲齿散热器的设计可以适应不同的CPU型号和接口。惠州电子铲齿散热器
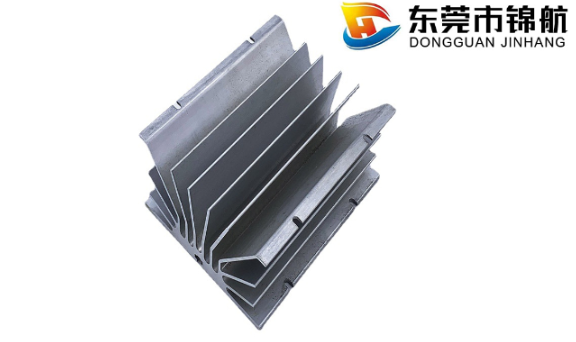
铲齿散热器的基本原理:铲齿散热器的**==运作机制基于热传导与对流散热两大基础理论。其制造工艺是利用长条板型材,如高纯度的 6063 铝合金或无氧铜,通过**铲齿设备,以精确的切削角度(通常在 30°-60° 之间)将材料逐步切削成片状,并通过校直工序使其形成整齐有序的间隙结构。当散热器与发热元件紧密贴合后,发热元件产生的热量首先通过热传导方式传递至散热器基板,再沿着铲齿结构快速传导至散热器表面。随后,借助空气与散热器表面的对流作用,将热量不断散发到周围环境中。与传统插片散热器相比,铲齿散热器由于其一体化的结构设计,消除了插片之间的接触热阻,散热效能能够提升 8 - 15%。在实际测试中,相同体积、相同材质的铲齿散热器与插片散热器对比,在 CPU 散热场景下,铲齿散热器可使 CPU 温度降低 5-8℃,有效保障设备稳定运行。这种高效的散热原理使其在电子、通信、汽车等对散热要求严苛的领域中得到广泛应用 。惠州电子铲齿散热器
与铲齿散热器相关的文章

1060型材铲齿散热器工艺
- 广东6063未时效型材铲齿散热器设计 2026-01-01
- 山西铝型材铲齿散热器厂家 2026-01-01
- 东莞水冷铲齿散热器设计 2026-01-01
- 合肥6063未时效型材铲齿散热器 2026-01-01
- 惠州铜料铲齿散热器生产 2026-01-01
- 深圳水冷铲齿散热器批发 2026-01-01
- 电子铲齿散热器厂家 2026-01-01
- 六安铲齿散热器材质 2026-01-01
- 东莞热管铲齿散热器材质 2025-12-31
- 铜料铲齿散热器生产 2025-12-31
- 山西铲齿散热器加工 2025-12-31
- 东莞汽车铲齿散热器定制 2025-12-31
与铲齿散热器相关的产品

与铲齿散热器相关的新闻
-
惠州汽车铲齿散热器工艺 2025-12-31 18:11:08汽车电子设备(如车载充电器 OBC、DC-DC 转换器、电机控制器)需在高温(发动机舱温度可达 120℃)、振动(10~2000Hz)、湿度变化大的环境下工作,铲齿散热器需具备耐高温、抗振动、轻量化的特性,适配汽车行业的严格标准(如 ISO 16750)。在车载充电器(OBC,功率 3.3~22kW...
-
安徽电子铲齿散热器厂家 2025-12-31 01:04:19在一些特殊场景下,如设备突发故障导致温度骤升、临时增加设备功率等,需要快速、有效的应急散热解决方案,东莞市锦航五金制品有限公司的铲齿散热器凭借灵活的定制化能力与快速响应服务,能为客户提供应急散热支持。锦航建立了应急生产预案,针对客户的紧急需求,开通绿色生产通道,优先安排研发、生产与检测资源,缩短产品...
-
太原电子铲齿散热器材质 2025-12-31 21:05:37散热器与变频器外壳之间采用密封胶条(如硅橡胶)密封,防护等级达到 IP54,避免油污侵入。对于 PLC 设备中的小型功率模块(散热功率 20~50W),空间受限(通常安装在导轨上),需采用紧凑型铲齿散热器(尺寸≤100mm×50mm×30mm),齿高 5~10mm、齿间距 2~2.5mm,通过自然对...
-
山西电子铲齿散热器材质 2025-12-31 00:15:05在新能源产业快速发展的背景下,光伏逆变器、新能源汽车电机控制器、储能设备等关键部件的散热需求日益严苛,东莞市锦航五金制品有限公司的铲齿散热器凭借耐高温、抗老化、散热稳定等优势,成为新能源领域的理想散热选择。新能源设备多在户外或复杂环境下工作,面临高温、湿度变化大等挑战,锦航的铲齿散热器采用高质量铝合...
与铲齿散热器相关的问题
新闻资讯
产品推荐
-

惠州铜料铲齿散热器生产
2026-01-01 -
广州电子热管散热器工艺
2026-01-01 -
太原6063未时效型材热管散热器设计
2026-01-01 -
合肥光学热管散热器设计
2026-01-01 -
深圳水冷铲齿散热器批发
2026-01-01 -

电子铲齿散热器厂家
2026-01-01 -

惠州铜料热管散热器工艺
2026-01-01 -

六安铲齿散热器材质
2026-01-01 -

惠州6063未时效型材热管散热器工艺
2026-01-01