- 品牌
- 金旺智能
- 型号
- 智能工厂
- 产地
- 常州
- 可售卖地
- 全国
- 是否定制
- 是
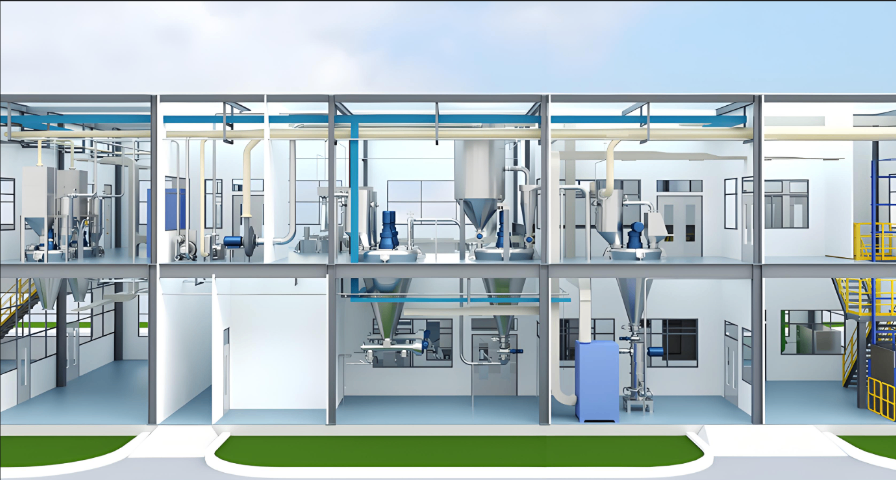
浙江禾本固体车间项目是建设固体产品生产车间,提升产能、保障质量的产业项目。金旺智能为该项目规划设计了全自动化固体生产线,包含负压投料、双螺杆混合、流化床干燥等工艺,其中负压投料使原料损耗率从3%降至0.5%,混合均匀度CV值≤2%,干燥后的产品水分含量控制在0.5%以下。车间按GMP标准建设,设置除尘、空调系统,确保生产环境符合要求。项目建成后,固体产品产能提升3倍,达1.2万吨/年,产品合格率从90%提升至99.5%,同时因环保措施到位,车间粉尘与废气排放均优于国家标准,实现了产能与质量的双重提升。粉体灌装机是对粉体进行灌装的机器。湖南农化制剂智能工厂设备厂家

金旺智能以“向百亿金旺、百年金旺进发”为战略规划,锚定未来目标奋进。企业将通过技术创新、市场拓展与资本运作三轮驱动,力争在未来10年内实现年销售额突破百亿元,同时通过持续的技术积累与品牌建设,打造百年企业。为实现这一目标,企业已布局数字孪生、工业互联网等前沿领域,建立了研发中心,培养了一支专业的技术与管理团队。这些举措为战略目标的实现提供了有力支撑,让金旺智能在未来的发展中更具竞争力,朝着成为百年企业的宏伟目标稳步前进。定制农化制剂智能工厂售后好的授权中心是负责分配、管理和监控系统操作权限,保障信息安全的管控枢纽。

广西田园是农业科技企业,集研产销于一体,用绿色农药及方案为农业可持续发展助力。金旺智能为其设计的智能农药生产基地,包含悬浮剂、微乳剂等环保型药剂生产线,其中悬浮剂生产线采用砂磨研磨技术,原药颗粒粒径控制在2-5μm,悬浮率达98%,在防治水稻病虫害时,药液可均匀分布于植株表面,防治效果提升20%;微乳剂生产线采用负压投料与防差系统,制得的药剂以水为溶剂,有机溶剂使用量减少80%,符合绿色农业发展需求。该基地投产后,广西田园农药年产能达2万吨,为农业可持续发展提供了有力支撑。
浙江禾本液体车间项目是聚焦液体产品生产,配备专业设备打造高效生产线的化工建设项目。金旺智能为该项目提供了液体智能生产线解决方案,包含负压投料、在线搅拌、称重式灌装等技术,其中负压投料避免了溶剂挥发,车间有害气体浓度降低70%;在线搅拌使液体均匀度达99.8%;称重式灌装精度达±1ml。生产线采用全密闭设计,防止物料污染,且与智能仓储对接,实现了从生产到仓储的全流程自动化。该项目使浙江禾本液体产品产能提升50%,达1.5万吨/年,生产效率提升60%,同时产品质量稳定性显著提高,客户投诉率下降80%,成为液体药剂智能化生产的典范。M - 专业运维提升生产效率、维护现场良好,助力企业数字化专业运维。

智能高位库是一种具备智能管理功能的高位仓库。堆垛机如同电梯般在高层货架间灵活穿梭,WMS系统则像大脑一样高效规划货位。入库时,系统会根据货物重量自动分配货架层数——重货放置于底层,轻货则存放于高层。在农药仓储领域,其巷道堆垛机的提升速度高达120米/分钟,取货效率较传统仓库提升4倍。货架高度达到24米,相当于8层楼的高度,空间利用率是平面仓库的5倍。此外,智能分拣系统能够根据出库订单自动组合货物,拣货准确率高达99.99%。曾有仓库使用该系统处理1000单订单出现1单拣货错误,错误率低至0.01%。与智能办公互联互通,打通业务流程数据,促进部门协作,提升办公决策科学性。哪个牌子农化制剂智能工厂厂家现货
客户第一、持续创新、协同作战、信守承诺、细节为王、数据说话。湖南农化制剂智能工厂设备厂家
设备效率及档案数据化管理是将设备效率指标与档案信息数字化,为设备全生命周期管理提供依据。在金旺智能的设备管理平台中,每台设备都建立电子档案,记录型号、采购日期、维修历史等信息,同时实时采集效率数据,如某理瓶机的理瓶效率、合格率等,形成可视化图表。当设备达到大修周期时,系统根据历史效率数据和维修记录,自动评估大修或更换的性价比,如某灌装机大修费用达原值的40%且效率下降20%,系统建议更换新设备,避免了盲目维修。该管理方式使设备更新决策准确率提升70%,全生命周期成本降低22%。湖南农化制剂智能工厂设备厂家
- 河南本地农化制剂智能工厂 2026-04-19
- 靠谱的农化制剂智能工厂价格 2026-04-19
- 湖南农化制剂智能工厂图片 2026-04-19
- 上海性价比高农化制剂智能工厂 2026-04-18
- 浙江农化制剂智能工厂大概多少钱 2026-04-18
- 山西售后好的农化制剂智能工厂 2026-04-17
- 上海定做农化制剂智能工厂 2026-04-17
- 什么农化制剂智能工厂推荐厂家 2026-04-17
- 耐用农化制剂智能工厂厂家供应 2026-04-17
- 广西农化制剂智能工厂联系方式 2026-04-16
- 性价比高农化制剂智能工厂牌子 2026-04-16
- 天津售后好的农化制剂智能工厂 2026-04-16