- 品牌
- 卓长机械
- 型号
- P392
2.把压力表(0-10,000psi(700bar))装到压力表的顶部端口。3.安装液压软管到压力表座的末端(.375-18NPT)。连接软管的快速接头到液压缸进油口的快速转接头上,手动旋紧管接口。不能使用工具来旋紧。4.在控制阀的回油口(E)连接另外一根液压软管。并将软管的快速转接头到液压缸回油口的雌快速接头上。恩派克Enerpac经济型电动泵PUD-1100B/E,PUD-1101B/E型号1.将泵到油缸的连接软管直接接到控制阀的输出口。2.电动阀与电动机一起被自动控制。泵启动液压缸工作,泵开关释放则液压缸回油。3.如果有压力表用于监视系统压力,则必须在其出口安装压力表座。再将压力表座上安装一个压力表(0-10,000psi(700bar))。系统启动前应进行排气,空载运行液压缸3~5次或松开管路高点接头直至油液无气泡。液压工具油缸CLL3004

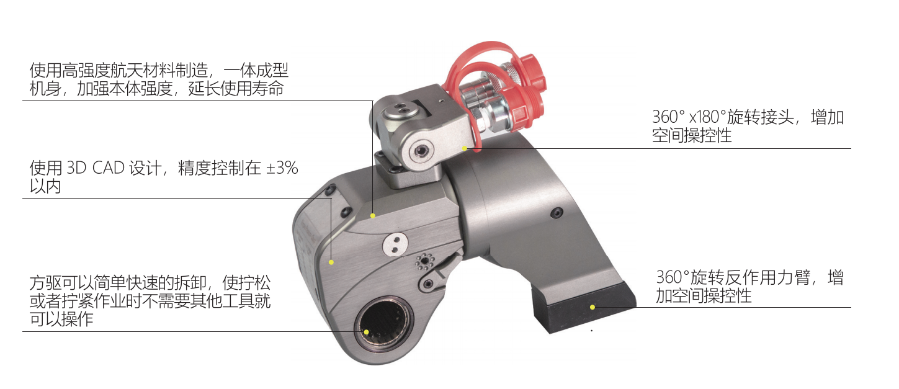
恩派克EnerpacBHP系列拉码套件有下列可供选择的系列:钳爪式拉码套件、交叉定位拉码套件和多用途拉码套件;拉码套件的配件是为了在工作中增加使用的灵活性而附加的与钳爪式拉码和交叉定位拉码结合使用的部件。对于拉码配件的各个部件见第9页和第10页上的表D和表E。1)钳爪式拉码套件恩派克Enerpac钳爪式拉码套件有BHP-152、BHP-251G、BHP-351G和BHP-551G等型号,可以用来拆卸和安装齿轮、轴承、皮带轮及类似的零件。钳爪式拉码可以和两爪(2个夹紧臂)或者一个三爪(三个夹紧臂)一起使用。对于单个的部件。HORNIPAC液压工具油缸HMD7513液压动力可实现远程控制,操作者可以远离危险区域,提高作业安全性。

电动泵切换阀到前进位置并运行泵前进油缸到期望的行程。切换阀到回缩位置并运行泵,缩回油缸。2.2排气将恩派克液压泵置于高于油缸的位置,在不建立压力的工况下前进与回缩油缸数次。当油缸平滑运动时排气工作便已经完成恩派克ENERPAC的H型压床的维修和保养一、液压系统1.使液压元件远离污物、油脂、碎屑和其他无关设备2.定期检查液压系统是否有元件损坏、连接松动或泄漏。立即更换或维修损坏元件或正在泄漏的连接处。3.每工作50小时更换系统中的液压油。
1.2安装油缸在压床上期望的定位位置定位滑块(A)。将油缸放入滑块内并紧固夹紧螺母(B),使油缸安全地紧固在压床中。防松夹紧螺母可重新定位油缸。1.3液压连接1、在泵的出油口安装一个压力表,以增加安全性和更好地控制系统。2、连接泵与油缸之间的软管。3、将所有的快速接头和管接头紧固无泄漏。提示:使用11/2圈特富龙带子缠在NPTF螺纹上,留出螺纹的**圈的全部,以确保带子的碎片不进入液压系统,产生泄漏和危害。注意:避免将软管过度弯曲和纽结,否则将造成损坏。液压动力工具噪音低、振动小,改善了工作环境并降低了操作者的疲劳感。

7.打开泵的卸载阀,缩回破切器刀片。8.将破切器从切开的螺母上拿开。9.在螺母的另一边重复同样的切割操作(从**次切割转过180º)。10.一旦螺母完全切断,缩回切割刀片。11.移去螺母破切器和被切螺母。注意:在切割前倒一些切割液到不锈钢及其它坚硬材料的螺母上,以减少破切器刀片磨损和破损。恩派克Enerpac液压同步连续滑移速度平稳性控制策略2.1恩派克Enerpac超速抢载推进器I到达预定位置(T₄时刻)唤醒推进器Ⅱ,推进器Ⅱ开始加速前进。推进器I继续保持设定速度(v₁)运动,推进器Ⅱ在T₅时刻速度上升到V₂,且V₂=V₁+△V,推进器Ⅱ超速△V抢载,到时刻T₆推进器I开始减速,推进器Ⅱ速度也由V₂降到V₁,然后保持。高温工况应选用氟橡胶密封,低温环境推荐聚氨酯密封,以保证材料耐久性。进口液压工具油缸CLL5010
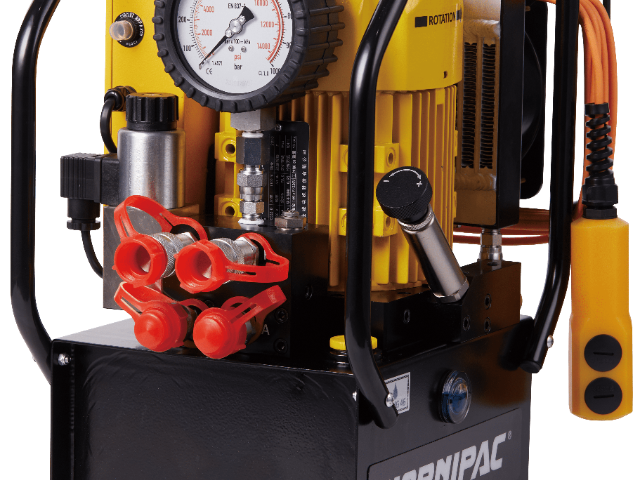
液压表实时显示系统压力数值,帮助操作人员掌握设备工作状态。液压工具油缸CLL3004
液压机根据结构不同可分为多种类型,各具特点。四柱液压机采用四柱导向结构,分为四梁、三梁和两梁等类型,具有压力分布均匀、运行平稳、操作简便等优势,广泛应用于精密工具加工,兼具成本低、维护便捷的特点。单柱液压机(C型)采用开放式机身结构,体积紧凑,适合中小型工件的冲压、弯曲等工艺,其刚性佳、精度高的特点尤其适用于汽车、电子等行业。卧式液压机以水平方向施力,擅长长件矫直、冲孔等工序,配备防过载液压系统,工作台高度可调,适应多样化生产需求。龙门式液压机采用全钢龙门框架,经有限元优化设计,刚性强、变形小,可调工作台大幅扩展加工高度,适合大尺寸工件加工。框架式液压机以整体或组合式机身为主,四角八面导轨设计***提升抗偏载能力,45°斜面导轨导向精度高,在粉末冶金、金属挤压等高精度领域优势突出。各类液压机均可适配恩派克液压泵等动力系统,满足不同工业场景对压力、精度及空间布局的差异化需求。
液压工具油缸CLL3004


- 液压工具手动泵HPL074 2026-05-27
- 进口HORNIPAC液压工具千斤顶HSUL005 2026-05-27
- HORNIPAC液压工具油缸HMD1012 2026-05-26
- 霍尼派克液压工具千斤顶HMS251 2026-05-26
- 美国恩派克液压工具大吨位油缸CLRG2508 2026-05-26
- 进口ENERPAC液压工具油缸CLL3008 2026-05-26
- 美国霍尼派克液压工具压床IPE5005 2026-05-26
- 进口霍尼派克液压工具大吨位油缸HMSX1004 2026-05-26