- 品牌
- JWIM
- 型号
- 仓储
- 加工定制
- 是
- 产地
- 江苏常州
- 厂家
- 江苏金旺智能科技有限公司
分拣自动化是依靠系统和设备自动识别、分类货物的高效分拣方式。在南通江山的农药仓储中心,分拣自动化系统由高速分拣机、视觉识别设备组成,可根据订单信息自动分拣不同品种、规格的农药产品。系统识别速度达10件/秒,分拣效率3000件/小时,准确率99.98%,远超人工分拣的效率与精度。分拣机按配送区域设置分拣口,如将华东、华北、华南地区的订单分别分拣至不同出口,便于后续物流配送。该系统使订单处理时间从24小时缩短至4小时,分拣成本下降60%,大幅提升了企业的物流响应能力。设备自主、预防性维保数字化管理是借助传感器与算法预测故障,实现自主、提前维保的准确管理。国产仓储

仓库出库无人转运系统是在仓库出库阶段,能自动化转运货物的无人作业系统。在江苏内分泌的植物生长调节剂仓库中,该系统由多层穿梭车与分拣机器人组成,穿梭车在货架间快速取货,分拣机器人按订单需求进行分类,每小时可处理500单出库任务。系统支持“先进先出”策略,优先分拣很早入库的货物,确保产品保质期可控;同时与物流平台对接,自动生成配送单与物流标签,贴标准确率达100%。该系统使出库响应时间从8小时缩短至1小时,订单处理效率提升8倍,物流成本下降30%,极大优化了企业的出库流程。常州仓储解决方案JDC2000 - 1NL机器人装箱码垛一体机是借助机器人实现装箱码垛功能的设备。

江苏金旺智能科技2005年成立,聚焦农化制剂智能工厂,以创新驱动发展。经过18年的发展,企业已成为集研发、设计、制造、服务于一体的国家高新技术企业,拥有数千名员工与现代化生产基地,业务覆盖全国及全球多个国家。在发展过程中,金旺智能始终坚持创新驱动,不断提升技术水平和产品质量。企业注重人才培养和团队建设,打造了一支高素质、专业化的员工队伍。同时,积极拓展国内外市场,与众多客户建立了长期稳定的合作关系。如今,金旺智能已成为农化智能装备领域的头部企业,在行业中发挥着重要的推动作用,为推动农化产业的智能化发展做出了积极贡献。
包材库是存放包装材料的仓库。在浙江禾本固体车间项目中,包材库采用立体货架结合穿梭车的存储模式,空间利用率达80%,可存储200种以上包材,包括纸箱、瓶子、标签等。仓库管理系统与生产计划联动,根据订单自动计算包材需求量,提前24小时将包材配送至生产线,配送准确率达100%;同时设置包材质检区,对每批入库包材进行尺寸、强度等检测,如纸箱抗压强度测试≥5000N,确保包材质量合格。该包材库使包材库存周转天数从45天缩短至22天,资金占用减少50%,且因包材质量问题导致的生产停线次数降为0。金旺智能实现设备维护、保养、维修数字化管理,涵盖自主维保、维修费用及效率档案管理 。

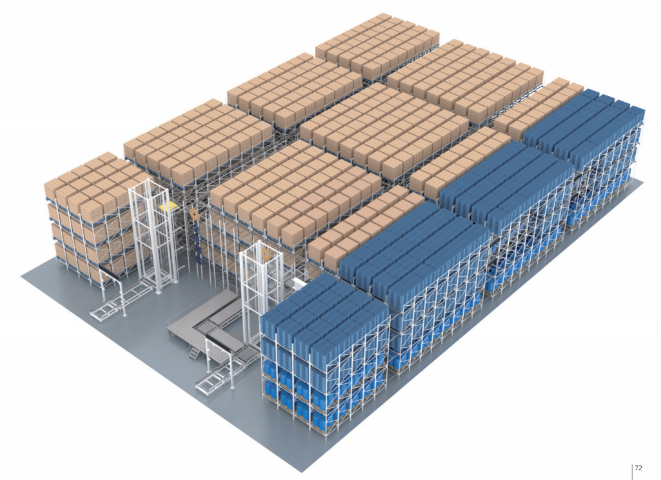
成品库是存放成品的仓库。在山东清原植保项目中,成品库采用智能高位库模式,货架高度24米,拥有5000个货位,存储量相当于5个传统仓库。堆垛机运行速度120m/min,每小时可完成30次出入库作业,成品出库响应时间从传统的2小时缩短至15分钟;库内设置温控区和常温区,温控区温度控制在20±5℃,用于存放对温度敏感的农药制剂,确保产品质量稳定。某季度数据显示,智能成品库使成品周转率提升60%,库存盘点时间从2天缩短至2小时,且通过WMS系统与物流平台对接,实现了成品从入库到发货的全流程可视化的管理。南通江山是化工行业企业,专注农药、化工产品研产销,为农业及工业提供多元产品。常州仓储解决方案
砂磨机是借助研磨介质对物料进行研磨、分散,细化物料颗粒的加工设备。国产仓储
装卸自动化是采用机械和智能控制自动完成货物装卸作业的先进模式。在山东成欣的化工原料仓库中,装卸自动化系统由龙门吊、智能叉车组成,龙门吊负责集装箱的整箱装卸,智能叉车负责箱内货物的拆码垛。龙门吊配备称重系统,装卸精度达±50kg;智能叉车通过3D视觉识别货物位置,自动完成叉取与堆放,堆垛精度±20mm。该系统使集装箱装卸效率提升70%,每箱装卸时间从2小时缩短至40分钟,且因减少人工接触,化工原料的泄漏风险降为0,同时装卸成本下降55%,为企业创造了突出的经济与安全作用。国产仓储
- 浙江饮料仓储 2026-05-15
- 无锡肥料仓储 2026-05-14
- 常州食品仓储售后好的 2026-05-12
- 无锡饮料仓储 2026-05-12
- AI码垛机器人厂家推荐 2026-05-11
- 安徽肥料仓储 2026-05-11
- 江苏食品仓储解决方案 2026-05-11
- 江苏医药仓储厂家价格 2026-05-11
- 常州农药仓储便宜的 2026-05-11
- 常州仓储要多少钱 2026-05-11
- 常州自动化仓储哪家好 2026-05-10
- 常州饮料仓储哪里买 2026-05-10