- 品牌
- 诚之旺
- 型号
- 3.0-50
- 尺寸
- 1500-2000
- 重量
- 1T
- 产地
- 无锡
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 316L
- 配送方式
- 物流配送
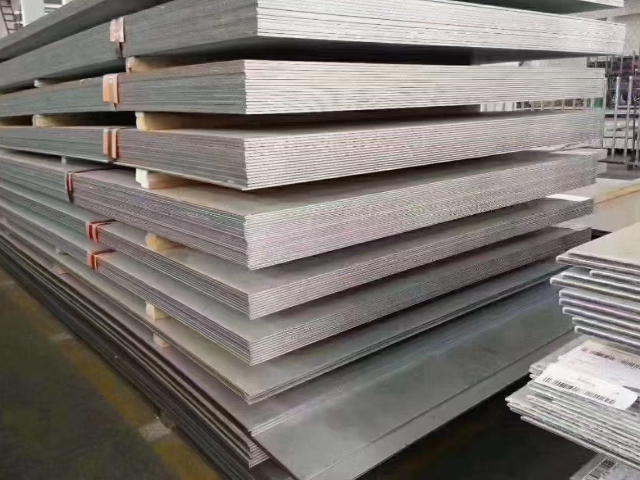
在现代建筑中,不锈钢工业板堪称“颜值担当”与“实力派”的结合。作为建筑外立面材料,如幕墙板,其独特的金属光泽与优异的耐候性,既能展现建筑的艺术美感,又能抵御风雨侵蚀、空气污染及紫外线辐射,历经数十年光彩依旧。室内装饰方面,不锈钢电梯轿厢、扶手栏杆、天花板等广泛应用,营造简洁大气、质感的空间氛围,同时便于清洁维护,符合公共场所卫生标准。结构用不锈钢板则用于大跨度桥梁主梁、体育馆穹顶等关键部位,凭借强高度与耐腐蚀性,确保大型建筑结构的安全可靠与长久使用寿命,减少后期维修更换成本。不锈钢工业板的金相分析可观察微观组织结构。内蒙古国产不锈钢工业板市场利润

不锈钢工业板具有较高的强度,能够承受较大的外力载荷而不发生变形或断裂。其强度与化学成分、组织结构以及加工工艺密切相关。通过合理调整合金元素的配比,如增加碳、铬、钼等元素含量,可有效提高不锈钢的强度。同时,经过适当的热处理和冷加工工艺,如淬火、回火、冷轧等,能够细化晶粒、改变组织结构,进一步增强其强度。例如,在建筑结构中,不锈钢工业板常被用于制造承重梁、柱等关键部件,凭借其强高度特性,能够安全可靠地支撑起建筑物的巨大重量,确保建筑结构的稳固性。天津进口不锈钢工业板防腐蚀性能不锈钢工业板在风力发电轴承座中承受交变载荷。
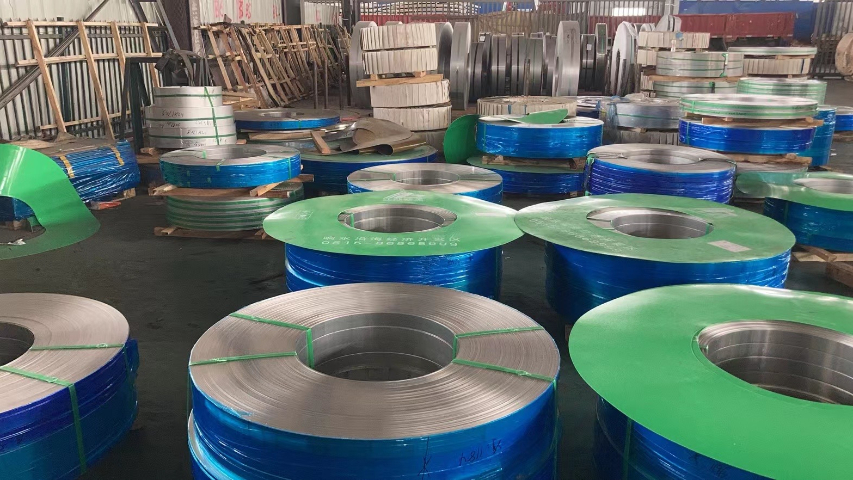
在工业生产中,许多场景会涉及到酸、碱、盐等强腐蚀性介质,对材料的耐腐蚀性能提出了极高要求。不同类型的不锈钢工业板对各类腐蚀性介质具有不同程度的抵抗能力。以 316L 不锈钢为例,它在含有氯离子的酸性介质中表现出优异的耐腐蚀性,这使得它在海洋工程、化工、食品加工等领域得到广泛应用。在海洋环境中,海水富含大量的盐分,其中氯离子对金属材料具有强烈的侵蚀作用。316L 不锈钢制成的船舶零部件、海上石油平台设施等,能够有效抵御海水的腐蚀,保障设备的长期稳定运行,大幅度降低了维护成本和安全风险。
不锈钢工业板的机械性能可通过热处理工艺精细调控。例如,双相钢(如2205)结合了奥氏体的韧性与铁素体的强高度,其屈服强度可达450MPa以上,是普通304不锈钢的1.5倍,适用于高压容器和结构件。沉淀硬化型不锈钢(如17-4PH)通过时效处理形成纳米级析出相,在保持强高度的同时,兼具良好的加工性能,广泛应用于航空航天和精密仪器领域。不锈钢的导热系数(15-20W/m·K)低于碳钢,但通过优化表面状态可明显提升传热效率。例如,镜面抛光处理可将表面粗糙度降低至Ra≤0.01μm,减少流体阻力,适用于换热器管板;而喷砂处理形成的亚光表面(Ra=3.2-6.3μm)则能增强涂层附着力,延长设备使用寿命。深冲成型用的不锈钢工业板经过退火软化处理,延展率可达40%,适合制造异形容器。

经过精炼的钢液需通过铸坯成型工艺,将其转变为具有一定形状和尺寸的铸坯,以便后续加工成不锈钢工业板。常见的铸坯成型方法有模铸法和连铸法。模铸法是一种较为传统的铸坯成型方法,它将钢液浇铸到特定形状的铸模中,通过自然冷却或强制冷却的方式,使钢液凝固成型。铸模通常由铸铁或铸钢制成,根据所需铸坯的形状和尺寸,可设计成不同的结构形式,如方锭模、扁锭模等。在浇铸过程中,为确保钢液能够顺利填充铸模,并获得良好的凝固组织,需控制浇铸温度、浇铸速度以及铸模的冷却条件。然而,模铸法存在生产效率低、铸坯质量不稳定、能耗高等缺点,且铸坯在后续加工过程中需要进行大量的表面清理和加工,金属收得率较低。因此,在现代不锈钢工业板生产中,模铸法已逐渐被连铸法所取代。电镀金刚石涂层的不锈钢工业板可用于超硬材料加工。北京高温材料不锈钢工业板种类使用
电镀彩钢工艺可使不锈钢工业板呈现多样化色彩。内蒙古国产不锈钢工业板市场利润
热加工也是不锈钢工业板常用的加工方式,包括热轧、锻造、热挤压等。热轧工艺能够改善钢材的内部组织,消除铸造缺陷,提高材料的综合性能。通过热轧可生产出不同厚度和宽度的钢板,满足大规模工业生产的需求。锻造工艺适用于制造形状复杂、承受较大载荷的零部件,如机械制造业中的曲轴、齿轮坯等。在锻造过程中,通过高温加热使不锈钢坯料具有良好的塑性,便于施加压力使其成型。热挤压工艺则常用于生产不锈钢管材和特殊形状的型材,能够获得高精度、高性能的产品。热加工过程中,需严格控制加热温度、保温时间和冷却速度,以确保产品质量。内蒙古国产不锈钢工业板市场利润

热轧工艺加热:将钢坯送入加热炉,加热温度控制在 1100-1250℃,使钢坯达到塑性变形状态。粗轧:通过粗轧机将钢坯轧制成厚度较厚的中间坯,去除钢坯表面的氧化皮和杂质。精轧:中间坯经精轧机轧制至目标厚度,控制轧制速度和压下量,确保板材厚度均匀。冷却:采用空冷或水冷方式冷却,控制冷却速度,避免板材产生裂纹或组织不均匀。酸洗:去除热轧过程中产生的氧化皮,获得清洁的表面。冷轧工艺酸洗退火:热轧板首先经过酸洗去除氧化皮,然后送入退火炉进行退火处理(温度 800-1000℃),消除轧制应力,改善板材韧性。冷轧:通过冷轧机进行多道次轧制,每道次压下量控制在 10%-30%,逐步将板材轧至目标厚度,提高尺寸...
- 内蒙古高温材料不锈钢工业板报价起浮 2026-05-03
- 北京机械设备不锈钢工业板使用年限 2026-05-03
- 内蒙古蒸发器设备不锈钢工业板防腐蚀性能 2026-05-03
- 湖南市政工程不锈钢工业板种类使用 2026-05-03
- 天津不锈钢双相钢不锈钢工业板优点用途 2026-05-03
- 北京建筑工程不锈钢工业板什么地方种类齐全 2026-05-03
- 上海汽车部件不锈钢工业板市场利润 2026-05-03
- 航空材料不锈钢工业板制造 2026-05-03
- 天津海洋工程不锈钢工业板种类使用 2026-05-03
- 湖南防腐蚀材料不锈钢工业板报价起浮 2026-05-03



- 河北航空材料不锈钢工业板行情 2026-05-02
- 上海机械设备不锈钢工业板防腐蚀性能 2026-05-02
- 内蒙古汽车部件不锈钢工业板软件APP 2026-05-02
- 内蒙古特殊钢不锈钢工业板硬度 2026-05-02
- 建筑工程不锈钢工业板使用年限 2026-05-02
- 天津不锈钢工业板 2026-05-02




- 山西航空材料不锈钢钢带 05-07
- 河北进口不锈钢钢带防腐蚀性能 05-07
- 进口不锈钢钢带供应商 05-07
- 上海航空材料不锈钢钢带 05-07
- 防腐蚀材料不锈钢钢带优点用途 05-07
- 北京国产不锈钢钢带价格 05-07
- 山西防腐蚀材料不锈钢钢带供应商 05-07
- 河北国产不锈钢钢带报价起浮 05-06
- 河北机械设备不锈钢无缝管什么地方种类齐全 05-06
- 河南不锈钢无缝管什么地方种类齐全 05-06