- 品牌
- 江苏中科机械有限公司,江苏中研宜普,中研宜普
- 型号
- OEM代工
- 加工定制
- 是
- 空气净化技术
- 吸附技术,活性氧技术
- 厂家
- 江苏中科机械
- 新旧程度
- 全新,9成新
- 产地
- 江苏
风管与物联网技术结合,在直管段安装风速、压力传感器,实时监测系统运行状态,为智能运维提供数据支持。这些技术创新让江苏中科机械的风管加工始终保持行业**,为工业通风与废气治理提供更质量的解决方案。江苏中科机械的风管加工在处理含纤维类废气时,通过防缠绕设计避免堵塞。针对纺织、化纤行业的纤维废气,风管内壁采用超光滑处理(Ra≤μm),并安装导流板引导气流平稳流动,减少纤维在管壁的缠绕;在风管入口处设置金属滤网(孔径5mm),初步拦截长纤维;水平风管采用较大坡度(4-5°),配合定期高压空气反吹,防止纤维堆积。某化纤厂的废气输送风管经该设计后,纤维堵塞频率从每周1次降至每月1次,系统运行稳定性***提升,保障了后端处理设备的正常工作。在风管的防火性能上,江苏中科机械的加工工艺严格符合消防规范,确保安全。用于消防排烟系统的风管,采用厚度≥,且不采用任何可燃保温材料;风管穿越防火分区时,配合安装防火阀(公称动作温度70℃或280℃),与风管同步加工确保密封严密;风管与风机、风阀的连接部位采用不燃材料密封。某商业综合体的消防排烟风管通过消防验收,在耐火极限测试中保持,满足GB51251-2017标准要求。 江苏中科机械风管加工,提供售后维护,解决使用问题。福建直销风管加工

江苏中科机械采用“全数控自动化生产线”替代传统手工加工:风管下料采用数控激光切割机,切割精度达±,较传统剪板机误差降低80%,且切口无毛刺、无变形,避免后续组装时的缝隙泄漏;风管成型采用数控折弯机,折弯角度偏差≤°,折弯半径通过机械参数化编程精细控制,例如矩形风管的折边高度误差≤,确保风管截面尺寸统一;风管连接部位采用机械咬口机加工,咬口深度、宽度通过数控系统实时监控,咬口接缝紧密性达行业比较高标准,无需额外密封胶即可实现初始密封;对于大口径圆形风管(直径≥1000mm),采用数控螺旋风管成型机,螺旋咬口间距均匀(误差≤),风管圆度偏差≤1%,抗风压性能较直缝风管提升30%。此外,所有焊接风管(如不锈钢洁净风管)均采用机械焊接机器人完成环缝焊接,焊接电流、电压、速度由PLC系统精细控制,焊后经UT(超声波探伤)检测,确保焊口无气孔、夹渣,焊接处平整度Ra≤μm,符合洁净车间的空气流通要求。从电子厂的洁净室通风系统,到化工厂的废气收集风管,再到食品厂的无菌送风管道,江苏中科机械的加工风管始终以机械精工品质,为各行业的通风与空气治理系统提供可靠载体。每一批风管出厂前,均需通过风压测试。 巨型风管加工产业江苏中科机械风管加工,提供安装指导,降低客户操作难度!

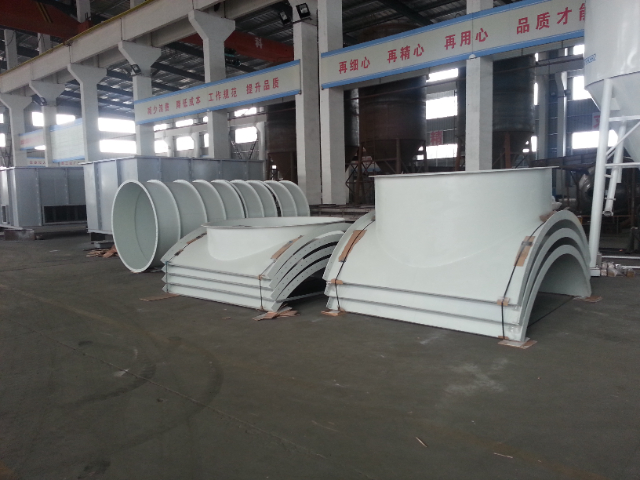
通过机械有限元分析验证,加强筋可使风管的抗风压变形能力提升40%,无需额外支架即可实现10m跨度安装;为某汽车厂房定制的DN1800螺旋风管,单根长度6m,*通过两端支架固定,运行3年无变形、无振动。针对复杂管路走向(如多转弯、多分支场景),定制“L型、T型、Y型异形风管”,异形部位采用数控冲压成型,转角处机械圆弧过渡(半径≥50mm),减少气流阻力,经Fluent流体力学仿真验证,圆弧转角的气流阻力较直角转角降低35%,避免局部涡流导致的噪声与能耗增加。功能特性定制聚焦“行业特殊需求”:针对医*、食品行业的无菌需求,定制“镜面抛光洁净风管”——风管内壁通过机械自动化抛光设备处理,抛光精度达Ra≤μm,避免粉尘堆积,且所有连接部位采用法兰+食品级硅橡胶密封垫,符合GMP标准;针对化工行业的防腐蚀需求,定制“内衬聚四氟乙烯(PTFE)风管”——PTFE内衬厚度通过机械挤出成型控制在1-2mm,与风管基材的贴合度达99%以上,经20%H₂SO₄溶液浸泡1000小时测试,无腐蚀、无脱落;针对电子行业的防静电需求,定制“导电涂层风管”——风管表面喷涂机械导电环氧涂层(厚度50-80μm),表面电阻≤10⁶Ω,符合GB50243通风与空调工程施工质量验收规范的防静电要求。
咬口深度、宽度通过机械参数化编程固定,例如共板法兰风管的咬口深度统一为13mm,宽度25mm,误差≤,确保咬口处紧密贴合,无错位缝隙;矩形风管的四个角部采用数控冲压成型的直角连接件,连接件与风管壁的配合间隙≤,通过机械压合设备压合后,接缝处无需额外密封即可达到初始密封等级。对于焊接风管,采用机械焊接机器人进行环缝焊接,焊接速度控制在80-100mm/min,焊接电流120-150A,确保焊口连续、均匀,焊后通过机械打磨设备将焊*去除,使焊口与风管壁平齐,避免因焊口凸起导致的密封失效;不锈钢洁净风管的焊接采用氩弧焊(保护气体纯度),焊口经PT(渗透探伤)检测,确保无***、裂纹等微小缺陷,密封性能达LeakClass3级(每米接缝泄漏量≤³/h)。密封结构创新是提升密封性能的关键,江苏中科机械研发多种适配不同场景的密封结构:针对常规通风风管(如办公、厂房通风),采用“咬口+密封胶”双重密封——咬口处涂刷机械**风管密封胶(耐温-40℃-120℃,耐老化年限≥10年),密封胶通过机械点胶机均匀涂抹,厚度控制在1-2mm,确保填满咬口缝隙;针对高压通风系统(如风机出口、风压≥3000Pa),采用“法兰+双道密封”结构——法兰密封槽内设置两道氟橡胶O型圈。江苏中科机械风管加工,持续优化工艺,提升产品性能!

在风管支架安装点配备机械减振器,经振动测试,风管运行时的振动幅度可控制在,保障系统稳定运行。6.江苏中科机械发挥机械制造的供应链整合能力,为客户提供风管加工的“一站式采购”服务。除风管本体加工外,可同步配套机械加工的风管支架、法兰、螺栓等配件,所有配件均按统一标准生产,确保与风管完美适配;配件表面处理工艺与风管保持一致,提升整体美观度与耐腐蚀性;通过供应链整合,减少客户多方采购的繁琐流程,缩短项目整体周期。7.针对风管加工的紧急需求,江苏中科机械依托机械车间的柔性生产能力,建立应急加工机制。车间配备多台备用数控加工设备,可快速调整生产计划;机械设计团队24小时待命,接到紧急订单后4小时内完成图纸深化;原材料仓库常备多种规格基材,确保紧急订单当天开工,常规规格风管****天交付,如同保障机械设备应急维修般,满足客户紧急项目需求。8.江苏中科机械将机械产品的标准化管理体系引入风管加工,建立完善的产品追溯系统。每一节风管都配备***的机械激光打码标识,包含原材料批次、加工人员、检测数据等信息;通过扫码可查询风管从原材料入场到成品交付的全流程记录,如同机械零部件的追溯管理,便于后期质量**与维护。江苏中科机械风管加工,按温度荐材质,适配不同工况。哪里有风管加工市场价格
江苏中科机械风管加工,提供安装指导,降低操作难度!福建直销风管加工
风管的比较大应力为150MPa,远低于材料的屈服强度(304不锈钢屈服强度≥205MPa),既保证强度又避免材料浪费;对于矩形风管,根据长边尺寸确定壁厚:长边≤500mm时壁厚,长边500-1000mm时壁厚,长边>1000mm时壁厚,同时通过仿真优化风管的截面比例(宽高比≤4:1),避免因截面细长导致的结构失稳。此外,针对风管的薄弱部位(如法兰连接处、风口接管处),采用机械局部增厚设计——法兰连接的风管端部壁厚较主体增加,风口接管处通过机械冲压加强边(宽度20mm),增强局部抗冲击能力。加强结构设计是提升大跨度、大口径风管强度的关键,江苏中科机械研发多种定制化加强方案:针对大跨度矩形风管(跨度>6m),采用“内部加强筋+外部加强框”组合结构——内部加强筋为U型不锈钢条(厚度与风管一致,间距500mm),通过机械点焊与风管内壁固定;外部加强框为角钢框架(规格∠50×50×5),与风管法兰螺栓连接,经力学测试验证,这种结构可使风管的跨度能力提升50%,6m跨度风管的比较大挠度≤10mm(国家标准≤20mm);针对大口径螺旋风管(直径>1500mm),采用“螺旋加强筋+环形加强圈”结构——螺旋筋与风管螺旋咬口一体成型,高度15mm;环形加强圈间距,材质与风管一致。福建直销风管加工
江苏中科机械有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来江苏中科机械供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!

江苏中科机械采用“全数控自动化生产线”替代传统手工加工:风管下料采用数控激光切割机,切割精度达±,较传统剪板机误差降低80%,且切口无毛刺、无变形,避免后续组装时的缝隙泄漏;风管成型采用数控折弯机,折弯角度偏差≤°,折弯半径通过机械参数化编程精细控制,例如矩形风管的折边高度误差≤,确保风管截面尺寸统一;风管连接部位采用机械咬口机加工,咬口深度、宽度通过数控系统实时监控,咬口接缝紧密性达行业比较高标准,无需额外密封胶即可实现初始密封;对于大口径圆形风管(直径≥1000mm),采用数控螺旋风管成型机,螺旋咬口间距均匀(误差≤),风管圆度偏差≤1%,抗风压性能较直缝风管提升30%。此外,所有焊接...
- 本地风管加工单价 2025-12-02
- 江西制造风管加工 2025-12-02
- 吉林威力风管加工 2025-12-02
- 工业风管加工厂家报价 2025-12-02
- 湖北智能风管加工 2025-12-01
- 浙江威力风管加工 2025-12-01
- 江苏库存风管加工 2025-12-01
- 安徽哪里有风管加工 2025-11-30
- 附近哪里有风管加工推荐货源 2025-11-30
- 云南风管加工销售厂 2025-11-29



- 安徽购买风管加工 2025-11-21
- 河北购买风管加工 2025-11-20
- 湖南风管加工市场价格 2025-11-19
- 贵州风管加工市场 2025-11-18
- 进口风管加工批发厂家 2025-11-18
- 陕西微型风管加工 2025-11-17




