- 品牌
- 亚普
- 型号
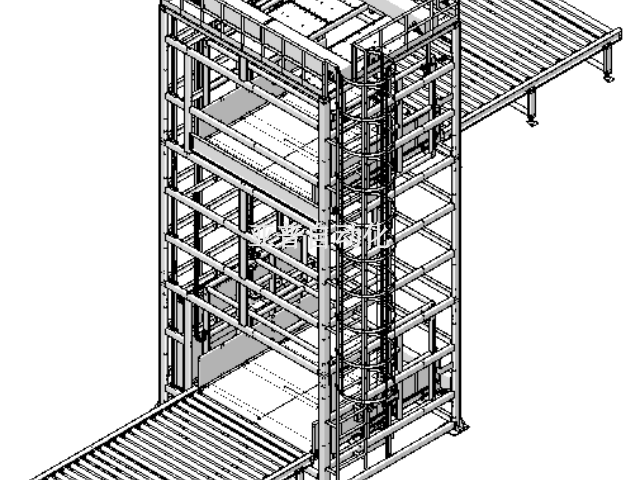
- 提升机
- 类型
- 垂直提升机,托盘提升机,托架提升机,倾斜提升机,带斗式提升机,链斗式提升机,气力提升机,连续提升机、往复提升机、小型提升机、大型提升机
- 额定提升重量
- 10
- 输送量
- 120
- 提升高度
- 14000
- 提升速度
- 60
- 电机功率
- 1
- 适用领域
- 生产、仓储
- 加工定制
- 是
- 外形尺寸
- 1
- 重量
- 1
- 产地
- 浙江湖州
- 是否进口
- 否
- 货号
- 002
- 厂家
- 浙江亚普自动化装备科技股份有限公司
香精香料提取需将原料(如花瓣、草药)从粉碎区输送至提取罐,传统人工搬运原料(易产生粉尘污染,污染率1.5%),单次搬运耗时15秒,日提取量500kg。AGV提升机与提取罐配合后,采用密封料斗(可防止粉尘泄漏),通过磁导航沿防爆通道行驶,升降平台按提取罐进料口高度(1000mm)精细卸料,原料输送过程中粉尘污染率降至0.1%。单次搬运耗时4秒,日提取量提升至1200kg,减少2名操作工人,且料斗可自动清洗(每次卸料后清洗1分钟),避免不同香料交叉污染,保障香精纯度。与WMS系统实时数据交互,提升机动态调整任务优先级,订单处理速度提升35%。云南电动提升机

电子元件贴片生产中,需将电路板从原料区输送至贴片机,传统流程依赖滚筒输送机固定输送,若贴片机工位调整(如换产不同型号电路板),需人工拆卸输送机重新布局,单次换产耗时2小时,日贴片量6000块。AGV提升机与贴片生产线配合后,可根据贴片机工位变化灵活调整路径,升降平台通过真空吸盘抓取电路板(适配不同尺寸,**小100×100mm),按贴片机进料高度(300-600mm)自动调节升降,实现“随叫随到”式输送。换产时无需调整硬件,*需修改导航路径,换产耗时缩短至15分钟,日贴片量提升至12000块,且电路板输送过程中静电损坏率从2%降至0.1%(配备静电消除装置),满足电子元件高精度生产需求。黑龙江托盘提升机食品加工厂采用不锈钢提升机,符合卫生标准,避免交叉污染,产能提升40%同时保障食品安全。

港口集装箱卸小件货物时,传统人工从集装箱搬运至传送带(单次搬运耗时10秒),日卸箱量200箱,工人需弯腰作业(腰椎劳损率高)。AGV提升机与卸货车配合后,可驶入集装箱内部(**小通道宽度1.2m),通过激光导航识别货物位置,升降平台升起(升程400mm)承接货物,再行驶至传送带旁卸料。单次搬运耗时2秒,日卸箱量提升至500箱,减少5名搬运工人,且AGV可自动避开集装箱内障碍物(响应时间<0.5秒),作业安全性提升90%,降低港口物流人工成本。
钢琴击弦机装配需将击弦机(重量20kg)从加工区输送至装配台,传统人工搬运击弦机(易因震动导致零件错位,错位率2.5%),单次搬运耗时15秒,日装配量30台。AGV提升机与装配台配合后,采用柔性支撑平台(可固定击弦机零件位置),通过磁导航沿预设路径行驶,升降平台按装配台高度(800mm)平稳放置,定位误差±0.5mm。单次搬运耗时4秒,零件错位率降至0.2%,日装配量提升至70台,减少2名搬运工人,且击弦机输送过程中可自动防潮(配备除湿装置),避免木质零件受潮变形。无油润滑提升机食品级车间应用,杜绝油污污染。
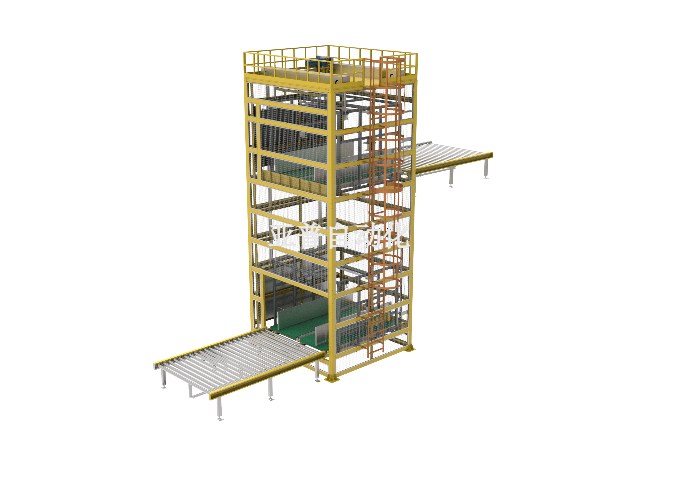
现代工业生产中,提升机(浙江亚普自动化装备科技股份有限公司)已不只是搬动物料的工具,而是衔接生产各环节、畅通数据传递的重要设备。它通过规则化输送物料,从源头避免生产混乱,比如纺织印染生产线,能把染色后的布料按工艺精细送到印花车间,再输送至后整理车间,维持生产连贯。而且,它与传感器、数据采集系统协作,实时采集输送数据并传至 ERP、MES,为决策、质控、成本核算提供支持,还可通过智能诊断等功能,减少设备故障损失,降低人工成本,提升企业竞争力。子母车提升机系统,28米窄巷道存储利用率达95%。云南电动提升机
三轮车对接提升机城乡回收,日收运量提至8吨。云南电动提升机
物流中转中心需将快递包裹从干线输送线分流至支线,传统依赖人工推送包裹至分拣机,单次推送耗时8秒,错分率3%,日分拣量1.2万件,且人工**度作业易疲劳(日均加班2小时)。AGV提升机与十字分拣机配合后,可自动接收分拣系统指令,导航至包裹暂存区,升降平台升起(升程300mm)承接包裹,再精细行驶至对应分拣机支线入口,按分拣机速度同步释放包裹。单次分拣耗时2秒,错分率降至0.2%,日分拣量提升至3万件,无需人工推送,减少5名分拣工人,同时可24小时连续作业,应对物流高峰分拣压力。云南电动提升机