- 品牌
- 工智道
- 服务项目
- 双重预防机制
系统在持续改进机制方面建立了系统化的运作模式。系统通过定期评估、问题反馈、数据分析等多种渠道,识别改进机会。改进机会经过评估后纳入改进计划,明确改进目标和措施。改进措施的执行情况通过系统进行跟踪,确保改进工作落实到位。改进效果通过系统进行评估,验证改进成效。系统还建立了经验总结机制,将成功的改进实践标准化并在系统内推广。员工建议系统鼓励全体员工提出改进建议,营造持续改进的组织氛围。改进成果定期展示,分享成功经验。这种系统化的持续改进机制,推动双重预防机制管理水平不断提升,实现管理工作的良性循环。依据风险评价准则,对风险分析对象进行科学分级管理。持续改进双重预防机制增强
工智道双重预防机制系统在隐患排查统计分析方面提供了多层次的洞察工具。系统内置专业的统计分析引擎,支持从时间、区域、类型、等级等多个维度对隐患排查数据进行深度挖掘。通过柱状图、折线图、饼图等可视化方式,直观展示隐患分布规律和变化趋势。系统自动计算隐患发现率、整改完成率、超期未整改率等关键指标,为管理决策提供量化依据。特别地,系统支持对重复性隐患和共性问题的专项分析,通过关联分析技术识别隐患产生的深层次原因。统计分析结果可与绩效考核模块联动,自动生成各部门和个人的安全绩效报告。系统还支持定制化报表功能,用户可根据管理需要自由组合分析维度和展示形式,满足不同层级管理人员的差异化需求。标准化建设双重预防机制发挥评估机制运行效果,自动预警异常状态并实施考核奖惩。
化工行业的风险管理具有动态性特点。化工生产过程中,工艺、设备、人员等因素都可能发生变化,从而导致风险状况也随之改变。例如,当企业进行技术改造,采用新的生产工艺时,可能会引入新的风险因素;当员工发生变动时,可能会出现操作不熟练等问题,增加风险发生的可能性。因此,企业的双重预防机制需要不断适应这些变化。要建立动态的风险辨识和评估机制,定期对生产过程进行重新评估,及时发现新的风险。同时,对风险管控措施也要进行动态调整,确保其始终有效。只有认识到风险管理的动态性,持续改进双重预防机制,才能有效应对化工生产中的各种风险。
系统在风险预警预测方面引入了智能分析技术。基于历史风险数据和实时监测信息,系统建立了风险预测模型,能够识别风险发展的规律和趋势。通过机器学习算法,系统可自动识别风险特征,预测可能发生的风险事件。预警信息通过多通道推送,包括系统消息、短信、邮件等,确保相关人员及时获知。预警级别根据风险严重程度动态调整,相应的应对措施也分级配置。系统还建立了预警响应跟踪机制,记录预警处置全过程,形成预警闭环管理。通过对预警数据的统计分析,系统可不断优化预警模型,提高预警的准确性和及时性。这种智能化的预警预测功能,将风险管理从被动应对向主动预防推进了一大步。使用红、橙、黄、蓝四种颜色标示不同等级的安全风险。

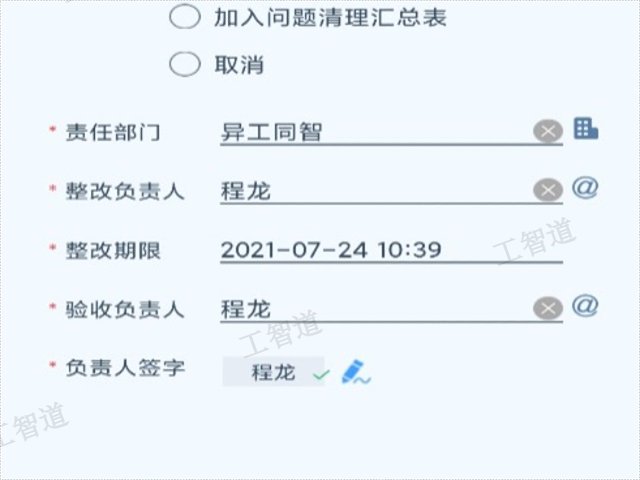
工智道双重预防机制系统在风险动态管理方面建立了持续改进的闭环机制。系统通过设定风险评估更新周期,自动提醒管理人员开展定期风险复评工作。在工艺变更、设备更新、物料调整等情况下,系统支持启动专项风险评估,确保风险辨识的及时性和全面性。风险管控措施的执行情况通过隐患排查数据进行验证,系统自动分析管控措施失效的根本原因,为措施优化提供依据。同时,系统建立了风险预警机制,当监测到风险等级升高或管控措施连续失效时,自动发出预警信息,提示相关人员采取干预措施。系统还支持风险数据的趋势分析,通过比对历史风险评估结果,识别风险变化规律,预测风险发展趋势。这种动态化的风险管理模式,确保企业能够及时应对内外部环境变化,持续优化风险管控策略,提升风险管理的适应性和有效性。切实做到整改措施、责任、资金、时限和预案到位。安全管理体系建设的双重预防机制优化
将双重预防机制建设纳入企业的长期战略任务持续推进。持续改进双重预防机制增强
工智道双重预防机制在物联网技术应用方面实现了创新突破。系统通过物联网关与各类传感器设备深度集成,实时采集设备运行参数、环境监测数据、人员位置信息等风险相关数据。智能边缘计算设备对采集数据进行初步分析和过滤,减轻系统传输压力。系统建立设备健康度评估模型,基于实时数据预测设备故障风险,提前发出预警。视频智能分析技术自动识别现场违章行为和异常状况,实时推送告警信息。定位技术精确追踪人员在风险区域的行动轨迹,超时停留自动提醒。物联网数据与风险数据库实时比对,发现异常自动生成隐患记录。这些物联网技术的创新应用,极大提升了风险监测的实时性和准确性。持续改进双重预防机制增强
- 安全风险双重预防机制健全 2026-05-19
- 动态评估双重预防机制应急处置迅速 2026-05-18
- 隐患排查治理信息化双重预防机制稳定 2026-05-18
- 长治久安双重预防机制健全 2026-05-18
- 长治久安双重预防机制发挥 2026-05-18
- 责任落实双重预防机制提升 2026-05-18
- 机制完善双重预防机制流畅 2026-05-18
- 智能化双重预防机制稳定 2026-05-17
- 管理创新双重预防机制流畅 2026-05-17
- 信息化建设双重预防机制体系更加健全 2026-05-17
- 安全培训双重预防机制工作持续优化 2026-05-17
- 智能化双重预防机制风险感知敏锐 2026-05-17