- 品牌
- 冠宇,鑫冠宇
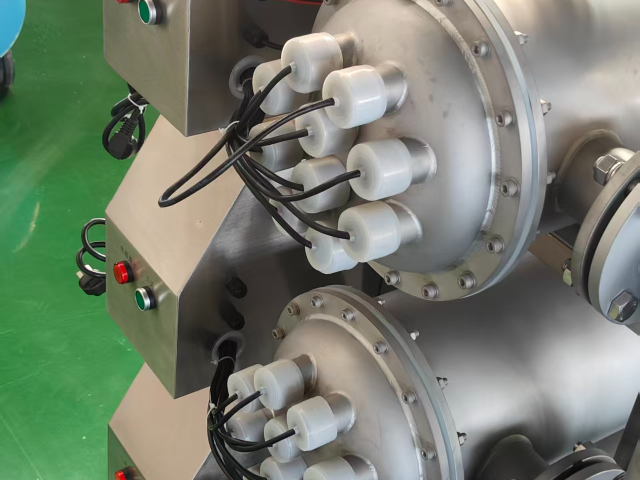
- 型号
- toc脱除器
在电子半导体行业严苛的超纯水制备工艺里,TOC中压紫外线脱除器占据着关键地位。完整的工艺流程依次为:原水经预处理后,进入双级反渗透环节,再经EDI处理,接着由紫外线TOC降解系统发挥作用,然后通过终端超滤产出超纯水。其中,双级反渗透与EDI技术携手,先对原水进行初步脱盐并去除部分有机物。随后,中压紫外线TOC降解工艺闪亮登场,进一步深度降低水中TOC含量。之后,配合终端超滤的精细过滤,确保产出的超纯水TOC稳定降至1ppb以下,电阻率高达18.2MΩ・cm以上,完美契合半导体生产对水质的高标准要求。 TOC 脱除器的使用寿命与材质、维护频率密切相关。山西电化学TOC脱除器

在电力行业,冷却水系统的循环使用过程中会逐渐积累有机物,导致水的TOC含量升高。高TOC含量的冷却水会引起设备腐蚀、微生物滋生等问题,影响电力设备的正常运行和使用寿命。TOC脱除器在电力行业冷却水处理中发挥着重要作用。该行业的TOC脱除器通常采用电化学氧化与紫外线催化氧化相结合的技术。电化学氧化通过电极反应产生具有氧化性的物质,如羟基自由基、臭氧等,对水中的有机物进行氧化分解。同时,紫外线催化氧化可加速电化学氧化反应的进行,提高TOC的脱除效率。在TOC脱除器内部,设有特殊的电极结构和紫外线照射装置,使水体在流动过程中充分与电极和紫外线接触,确保有机物得到彻底处理。经过处理后的冷却水,TOC含量明显降低,可有效减少设备腐蚀和微生物滋生,保障电力系统的稳定运行。 吉林净化型TOC脱除器消毒需要多长时间中压 TOC 脱除器在电子半导体行业的应用占比超过 35%。

在化妆品生产行业,生产过程中的原料、添加剂等会导致废水中的TOC含量较高,且含有多种有机化合物。TOC脱除器在化妆品生产废水处理中发挥着重要作用。针对化妆品废水的特点,可采用臭氧催化氧化与紫外线联合处理的工艺。臭氧催化氧化是在催化剂的作用下,臭氧产生更多的羟基自由基,增强氧化能力。紫外线的加入可进一步加速氧化反应的进行,提高TOC的脱除效率。在TOC脱除器中,设有臭氧发生器、催化剂填充床和紫外线照射装置,废水依次经过臭氧发生器、催化剂填充床和紫外线照射区域,使水中的有机物在臭氧、催化剂和紫外线的共同作用下被氧化分解。通过这种臭氧催化氧化-紫外线联合工艺,能够有效降低化妆品生产废水中的TOC含量,使废水达到环保排放标准,保护水环境。
在电子半导体行业,对超纯水的水质要求极为严苛,TOC含量必须控制在极低的水平。TOC脱除器作为超纯水制备系统中的关键环节,发挥着不可替代的作用。该行业的TOC脱除器通常采用多级处理工艺,结合紫外线、活性炭吸附和离子交换等多种技术。首先,水体经过预处理去除大颗粒杂质后,进入紫外线处理单元。中压紫外线能够破坏有机物分子的化学键,使其发生光解反应。接着,活性炭吸附单元进一步吸附水中的微量有机物,利用活性炭的多孔结构和巨大比表面积,将有机物截留在其表面。然后,离子交换单元去除水中的离子型杂质,同时对残留的有机物进行深度净化。通过这种多级协同处理方式,TOC脱除器能够将超纯水中的TOC含量稳定控制在极低的范围内,满足电子半导体行业对超纯水的需求,保障芯片制造等精密工艺的顺利进行。 智能 TOC 脱除器能实时监测紫外线强度和 TOC 浓度变化。

中压 TOC 紫外线脱除技术在发展过程中面临诸多挑战,需要针对性采取应对策略。技术层面,难降解有机物降解效率不足,可通过开发新型催化剂、优化波长组合和采用高级氧化工艺解决;能耗与效率平衡难题,需研发高效材料、优化反应器设计和引入智能控制。市场方面,竞争加剧需加强创新和品牌建设,价格压力需通过差异化竞争和成本优化缓解,客户认知不足则要加强技术普及和案例展示。成本挑战上,初始投资高可通过设计优化和灵活融资应对,运维和能耗成本高则需延长灯管寿命、简化维护并采用节能技术。TOC 脱除器的运维人员需接受专业培训,掌握操作技巧。吉林净化型TOC脱除器消毒需要多长时间
TOC 脱除器在核能领域的应用对安全性要求极高!山西电化学TOC脱除器
针对TOC中压紫外线脱除技术的发展,不同主体需采取相应策略。设备制造商应加大研发投入,突破关键技术,优化产品结构,从设备供应商向系统解决方案提供商转型,加强品牌建设和国际化布局;应用行业需科学选型,将设备与整体水处理系统协同优化,规范操作流程,加强水质监测和人员培训;行业监管部门要完善标准规范,建立认证体系,支持技术创新和应用示范,加强国际合作;投资者可关注前端企业和技术创新型企业,布局新兴应用领域,采取长期价值投资策略,共同推动行业健康可持续发展。 山西电化学TOC脱除器
- 黑龙江提纯用TOC脱除器消毒需要多长时间 2026-05-01
- 品牌TOC脱除器欢迎选购 2026-05-01
- 辽宁废水TOC脱除器哪里有卖 2026-04-30
- 江西高温氧化TOC脱除器处理工艺 2026-04-29
- 注射用水TOC脱除器生产商 2026-04-29
- 江西深度TOC脱除器研发生产 2026-04-29
- 质量TOC脱除器系统 2026-04-29
- 江西提纯用TOC脱除器运营成本 2026-04-28
- 天津半导体行业用TOC脱除器污水处理设备 2026-04-28
- 设备TOC脱除器产品介绍 2026-04-28
- 江苏制药用 TOC脱除器技术原理 2026-04-28
- 辽宁高温氧化TOC脱除器应用场景 2026-04-27