- 品牌
- 诚之旺
- 型号
- 3.0-50
- 尺寸
- 1500-2000
- 重量
- 1T
- 产地
- 无锡
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 316L
- 配送方式
- 物流配送
不锈钢工业板具有较高的强度,能够承受较大的外力载荷而不发生变形或断裂。其强度与化学成分、组织结构以及加工工艺密切相关。通过合理调整合金元素的配比,如增加碳、铬、钼等元素含量,可有效提高不锈钢的强度。同时,经过适当的热处理和冷加工工艺,如淬火、回火、冷轧等,能够细化晶粒、改变组织结构,进一步增强其强度。例如,在建筑结构中,不锈钢工业板常被用于制造承重梁、柱等关键部件,凭借其强高度特性,能够安全可靠地支撑起建筑物的巨大重量,确保建筑结构的稳固性。除了强高度,不锈钢工业板还具备良好的韧性,这使其在受到冲击或振动时,能够吸收能量,避免发生脆性断裂。不锈钢工业板的洛氏硬度测试可快速评估材料性能。不锈钢工业板厂家
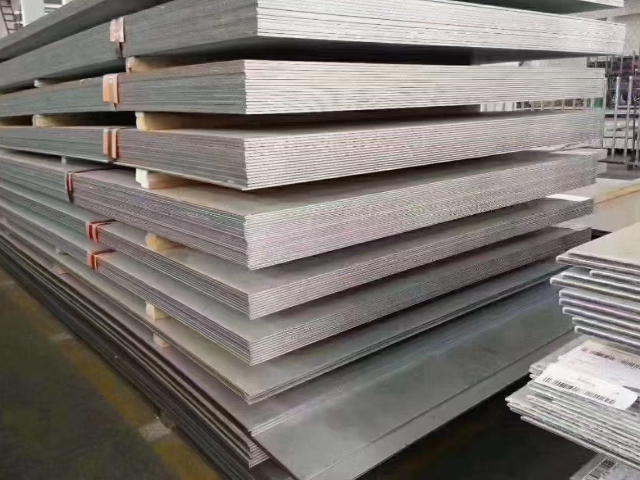
不锈钢工业板的核心竞争力源于其独特的化学成分与组织结构。根据国际标准(如ASTMA240、JISG4304)及中国国家标准(GB/T3280-2015),不锈钢工业板按组织结构可分为奥氏体、铁素体、马氏体、双相钢及沉淀硬化型五大类,其中奥氏体不锈钢(如304、316L)因综合性能优异,占据全球市场60%以上份额。不锈钢的耐腐蚀性源于其表面形成的致密氧化铬(Cr₂O₃)钝化膜。以304不锈钢为例,其铬含量≥18%,镍含量8%-10.5%,在氧化性介质中可自发修复钝化膜,抵抗大气、水蒸气及弱酸腐蚀。在强腐蚀环境(如氯离子含量高的沿海地区或化工领域),316L不锈钢通过添加2%-3%的钼(Mo),明显提升抗点蚀和缝隙腐蚀能力,成为海洋工程和石油化工的优先材料。湖南市政工程不锈钢工业板网站不锈钢工业板的折弯半径需根据厚度和材质合理设计。

经过精炼的钢液需通过铸坯成型工艺,将其转变为具有一定形状和尺寸的铸坯,以便后续加工成不锈钢工业板。常见的铸坯成型方法有模铸法和连铸法。模铸法是一种较为传统的铸坯成型方法,它将钢液浇铸到特定形状的铸模中,通过自然冷却或强制冷却的方式,使钢液凝固成型。铸模通常由铸铁或铸钢制成,根据所需铸坯的形状和尺寸,可设计成不同的结构形式,如方锭模、扁锭模等。在浇铸过程中,为确保钢液能够顺利填充铸模,并获得良好的凝固组织,需控制浇铸温度、浇铸速度以及铸模的冷却条件。然而,模铸法存在生产效率低、铸坯质量不稳定、能耗高等缺点,且铸坯在后续加工过程中需要进行大量的表面清理和加工,金属收得率较低。因此,在现代不锈钢工业板生产中,模铸法已逐渐被连铸法所取代。
冷轧过程中,通过精确控制轧辊的辊缝、轧制力、轧制速度以及润滑冷却条件等工艺参数,能够获得高精度的板厚公差和良好的板形。同时,冷轧后的钢板表面光洁度高,可直接用于对表面质量要求苛刻的应用领域,如建筑装饰、电子电器、食品包装等。冷轧工艺还可以通过调整轧制工艺和后续处理工艺,改善钢板的内部组织和性能,如提高钢板的强度、韧性和耐腐蚀性等。在轧制过程中,板形控制是一项关键技术。板形不良会影响不锈钢工业板的使用性能和后续加工,如在冲压、弯曲等加工过程中易出现开裂、起皱等问题。为实现良好的板形控制,现代轧机采用了多种先进技术,如工作辊弯辊技术、中间辊窜辊技术、液压AGC(自动厚度控制)系统以及板形检测与控制系统等。这些技术能够实时监测和调整轧制过程中的板形参数,通过对轧辊的挠度、辊缝形状以及轧制力的精确控制,确保生产出的不锈钢工业板具有良好的板形质量。镀镍不锈钢工业板适合极端腐蚀环境(如化工废气)。

不锈钢工业板的生产始于炼钢环节,这是决定其质量和性能的关键步骤。常用的炼钢方法主要有电弧炉炼钢法和转炉炼钢法。电弧炉炼钢法以电能为热源,通过电极与炉料之间产生的电弧放电,释放出大量热量,将废钢、生铁及各种合金原料迅速熔化。这种方法对原料的适应性强,可大量使用废钢作为主要原料,不仅降低了生产成本,还实现了资源的循环利用。在熔化过程中,通过对炉内温度、炉渣成分以及电极电流、电压等参数的精确控制,能够有效去除原料中的杂质,如硫、磷等有害元素,同时根据目标钢种的化学成分要求,精确添加铬、镍、钼等合金元素,调整钢液成分。例如,在生产304不锈钢时,需严格控制铬含量在18%-20%,镍含量在8%-10.5%,通过精确的配料和炉内精炼操作,确保钢液成分符合标准要求。低温冲击试验显示,部分牌号的不锈钢工业板在-196℃液氮环境中仍保持韧性,适用于极地科考设备。不锈钢工业板厂家
不锈钢工业板在新能源电池外壳中兼顾轻量化与防腐需求。不锈钢工业板厂家
根据不同不锈钢品种与用途,热处理工艺多样。固溶处理是奥氏体不锈钢常用的热处理方式,将钢板加热至 1050 - 1150℃后快速冷却,使铬镍等合金元素充分固溶于铁素体基体中,恢复材料的耐腐蚀性与韧性;对于马氏体不锈钢,淬火 + 回火处理可获得理想的强度与硬度匹配,先加热至临界温度以上保温后快速油冷或水冷淬火,形成马氏体组织,再经不同温度回火消除内应力、调整硬度;时效处理则应用于沉淀硬化型不锈钢,通过特定温度与时间保温,使合金元素以细小弥散的化合物形式析出,强化材料。不锈钢工业板厂家

热轧工艺加热:将钢坯送入加热炉,加热温度控制在 1100-1250℃,使钢坯达到塑性变形状态。粗轧:通过粗轧机将钢坯轧制成厚度较厚的中间坯,去除钢坯表面的氧化皮和杂质。精轧:中间坯经精轧机轧制至目标厚度,控制轧制速度和压下量,确保板材厚度均匀。冷却:采用空冷或水冷方式冷却,控制冷却速度,避免板材产生裂纹或组织不均匀。酸洗:去除热轧过程中产生的氧化皮,获得清洁的表面。冷轧工艺酸洗退火:热轧板首先经过酸洗去除氧化皮,然后送入退火炉进行退火处理(温度 800-1000℃),消除轧制应力,改善板材韧性。冷轧:通过冷轧机进行多道次轧制,每道次压下量控制在 10%-30%,逐步将板材轧至目标厚度,提高尺寸...
- 内蒙古高温材料不锈钢工业板报价起浮 2026-05-03
- 北京机械设备不锈钢工业板使用年限 2026-05-03
- 内蒙古蒸发器设备不锈钢工业板防腐蚀性能 2026-05-03
- 湖南市政工程不锈钢工业板种类使用 2026-05-03
- 天津不锈钢双相钢不锈钢工业板优点用途 2026-05-03
- 北京建筑工程不锈钢工业板什么地方种类齐全 2026-05-03
- 上海汽车部件不锈钢工业板市场利润 2026-05-03
- 航空材料不锈钢工业板制造 2026-05-03
- 天津海洋工程不锈钢工业板种类使用 2026-05-03
- 湖南防腐蚀材料不锈钢工业板报价起浮 2026-05-03


- 河北航空材料不锈钢工业板行情 2026-05-02
- 上海机械设备不锈钢工业板防腐蚀性能 2026-05-02
- 内蒙古汽车部件不锈钢工业板软件APP 2026-05-02
- 内蒙古特殊钢不锈钢工业板硬度 2026-05-02
- 建筑工程不锈钢工业板使用年限 2026-05-02
- 天津不锈钢工业板 2026-05-02





- 天津不锈钢双相钢不锈钢钢带防腐蚀性能 05-06
- 河北建筑工程不锈钢钢带硬度 05-06
- 建筑工程不锈钢钢带什么地方便宜 05-06
- 内蒙古航空材料不锈钢无缝管优点用途 05-06
- 特殊钢不锈钢钢带供应商 05-06
- 天津机械设备不锈钢钢带厂家 05-06
- 特殊钢不锈钢钢带防锈 05-06
- 广东蒸发器设备不锈钢钢带 05-06
- 天津国产不锈钢钢带防腐蚀性能 05-06
- 江西化工设备不锈钢无缝管硬度 05-06