Press-fit工艺的验证流程,实施Press-fit工艺前,必须进行严格的工艺验证。这通常始于设计评审,确保PCB和连接器设计符合Press-fit要求。接着是首件鉴定,通过金相切片分析,在显微镜下观察压接后通孔截面的情况,评估镀层变形、接触是否紧密、有无微裂纹等。同时进行机械拉拔力测试,验证连接强度。电气测试包括接触电阻、绝缘电阻和耐压测试。环境应力测试,如温度循环、振动测试,用于模拟产品寿命期的可靠性。只有通过了所有这些测试,才能证明该Press-fit工艺方案是稳健和可靠的。press-fit的反弹力确保了插针与孔壁之间稳定,且气密性的接触。四川智能型press-fit免焊插针设备新能源汽车电子
Press-fit设备的柔性制造能力,在现代智能工厂中,生产线的柔性至关重要。先进的Press-fit设备通过快速换模和编程功能来适应多品种、小批量的生产模式。例如,采用模块化压接头,可通过磁吸或快换接头迅速更换;配备多组配方,可存储不同产品的压接参数和位置坐标;结合机器视觉,能够自动识别产品型号并调用相应程序。这种柔性化能力减少了生产切换时间,提高了设备利用率,使得Press-fit技术不仅能服务于大批量行业,也能在经济上适应日益增长的定制化需求。江苏小型化press-fit免焊插针设备专注汽车电子press-fit技术有助于实现自动化大规模生产。
手动Press-fit工具的应用场景,手动Press-fit工具,如压接钳或带有压力计的台式压接器,适用于小批量生产、研发阶段、原型制作或现场维修等场景。它们通常结构简单、成本较低、操作灵活。高级的手动工具会集成机械或液压助力装置,以降低操作者的劳动强度,并确保压接力相对均匀。有些还配备了限力或测力功能,提供基本的质量保证。然而,手动工具的一致性依赖于操作人员的熟练度和稳定性,难以实现大批量生产中的极高一致性要求。此外,对于多针数的连接器,手动压接容易因受力不均导致连接器倾斜或PCB局部变形。
力-位移曲线在Press-fit质量控制中的作用力,位移曲线是Press-fit工艺质量控制的“黑匣子”。在压接过程中,传感器实时记录施加的力与插针位移的关系,绘制成一条曲线。一条合格的曲线通常具有特征性的形状:起始段力平稳上升,对应导向段进入;中间段力快速攀升,对应Press-fit弹性区压缩变形;末尾段力再次平稳或略有下降,对应压接到位。通过设定上下限窗口,可以自动剔除不合格品。例如,曲线峰值压力过低,可能意味着PCB孔径偏大或插针尺寸偏小;峰值压力过高,则可能意味着孔径偏小或有异物堵塞。这种实时监控技术将质量控制从结果检验前置到过程控制,极大提升了产品可靠性。在背板连接器中,press-fit技术被大量采用。
Press-fit插针的返工与维修,Press-fit插针的返工是一个精细且高风险的过程。标准流程是使用特定的顶出工具或模具,从PCB背面将插针平稳地、垂直地顶出。这个过程必须严格控制顶出力的大小和方向,任何倾斜或受力不均都可能导致PCB通孔的镀层被刮伤甚至剥离,从而使整个PCB报废。因此,只有在极端情况下才会尝试返工。预防优于补救,通过加强来料检验、优化工艺参数和实行100%在线力-位移监控,可以大限度地减少压接不良的发生,从而避免进入复杂且成功率不高的返工环节。设备模块化设计使得功能扩展和升级更加灵活。浙江自组研发press-fit免焊插针设备专注汽车电子
press-fie工艺的一致性高,有利于产品质量控制。四川智能型press-fit免焊插针设备新能源汽车电子
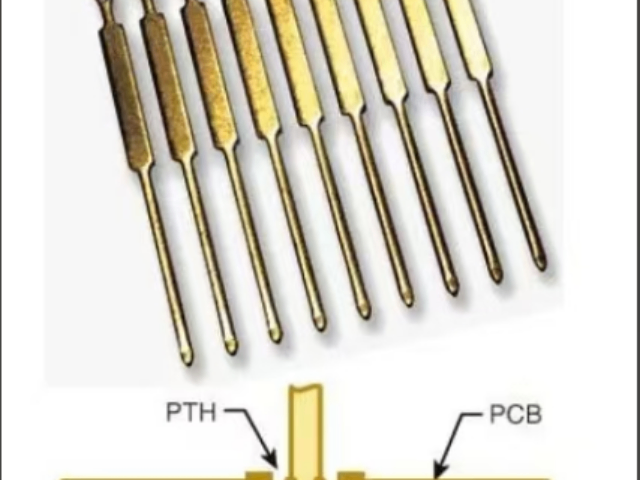
Press-fit压接设备的工作原理Press-fit压接设备,无论是手动、气动还是全自动,其主要工作原理都是通过一个受控的力,将Press-fit插针精确、垂直地压入PCB板的通孔中。设备通常包括一个精密的导向机构,确保插针与孔位对准;一个压力施加机构,提供平稳、可调的压接力;以及一个深度控制机构,确保插针压入的深度一致。主要设备还集成了力-位移监测系统,实时记录整个压接过程中的压力变化曲线。通过分析这条曲线,可以判断每个压接点是否合格——例如,压力是否在预设窗口内,曲线形状有无异常,从而实现对工艺质量的100%监控与追溯。
四川智能型press-fit免焊插针设备新能源汽车电子