- 品牌
- 顺安居
- 型号
- 顺安居
油气田开采现场硫化氢防护体系执行SY/T 6277行业标准。在钻井平台井口区布设防爆型电化学传感器阵列,高含硫气井周边配置红外遥感监测设备。系统建立三级响应机制:H₂S浓度突破10ppm启动声光报警;超过20ppm自动***正压式空气呼吸系统;达到50ppm触发井控装置紧急关断。某高含硫气田应用后,作业人员职业病发生率下降91%,年均减少非计划停产损失4700万元,安全生产周期突破2000天创行业纪录。
锂电池工厂电解液充注车间环境监控满足GB 51348消防规范。在注液机工作站顶部安装PID探测模块,车间排风管集成VOCs在线分析仪。技术参数设定:电解液蒸汽浓度达到300μg/m³自动加大新风量;突破500μg/m³关闭生产线;超过1000μg/m³启动全氟己酮局部灭火。某动力电池**企业实践表明,该体系使注液工序良品率提升至99.2%,溶剂单耗降低18.7%,通过欧盟CE安全认证。 污水处理厂关键区域需部署硫化氢报警装置。北京气体探测器加工厂

半导体晶圆厂特气输送系统执行SEMI S2-0719安全标准。在砷烷/磷烷管路沿线每2米设置激光气体探测器,检测精度达0.05ppm。防护机制采用空间分级控制:浓度超阈值10%触发设备警示灯;达50%联锁关闭气源阀;80%***全域抽排系统。数据追溯显示,某12英寸晶圆厂保持连续五年零气体事故记录,设备停机率维持在0.23‰的行业**水平。
城市综合管廊燃气舱安全防控通过GB 50838认证。在燃气管道上方50cm处安装分布式光纤传感装置,结合管廊侧壁的甲烷/氧气双参数探测器。当光纤监测到0.5L/min微泄漏或探测器显示甲烷浓度>10%LEL,系统自动定位泄漏点±2米范围并启动应急隔离门。该技术在北京城市副中心应用后,燃气管网事故修复时间压缩至35分钟,获住建部智慧管廊示范工程授牌。 北京气体探测器加工厂燃料电池测试台集成氢气泄漏自动切断保护系统。

远洋货轮机舱安装抗振型气体检测阵列。主机周边布置催化燃烧式探测器,燃油蒸气探测阈值设为15%LEL。底层舱配置氧气与二氧化碳复合传感器,缺氧风险提**0分钟预警。数据通过CAN总线传输至驾驶台,电子海图叠加显示风险分布。系统自动生成《航次安全日志》,累计预警危情174次。实际案例显示该方案有效避免3起重大事故,获船级社型式认可。设备满足DNV-GL抗震标准,盐雾防护达EN60068-2-52等级。无线中继模块在主线故障时自动启用,保障持续监控不断档。
地下综合管廊部署的激光甲烷监测系统采用可调谐二极管激光吸收光谱技术(TDLAS)。在80米探测距离内实现0.1%LEL浓度分辨率,每50米布置的监测节点通过LoRaMesh自组网传输数据。氧气传感器实时监测密闭空间含氧量,当浓度降至19.0%时即刻***六级强排风系统(比较大换气量12000m³/h),同时闭锁周边300米内人员出入口。硫化氢检测通道设置四段量程(0-100ppm),10ppm阈值触发声光报警与应急广播联动。管理平台基于BIM模型标定泄漏源,自动派发抢修工单并规划比较好路径,响应时效压缩至4分30秒。某省级重点工程35公里管廊实施案例显示,年度维护成本降低43%,巡检效率提升220%。设备通过GB3836防爆认证,不锈钢壳体耐受98%RH高湿环境。双回路供电(市电+蓄电池)与超级电容备份三重保障,确保72小时持续运行。智能诊断系统每日执行自检,故障代码精确至电路板级定位。锂电池生产线安装电解液泄漏气体探测终端。

污水处理厂污泥区配置硫化氢/甲烷复合探测器。采用电化学与催化燃烧双传感技术,H₂S检测精度±0.5ppm(0-100ppm量程)。当受限空间甲烷浓度达10%LEL,系统即刻***生物滤塔除臭装置并闭锁人孔。4G无线传输模块10秒内完成数据上报至环保部门。三级安全确认机制要求:探测器报警→便携仪复核→人员气体检测。该方案使某20万吨级污水厂工伤事故减少85%,获得OSHA安全体系认证。设备配备自动反吹装置,适用99%RH高湿环境。全密封设计通过IEC 60529防水试验,五年运行数据支持环保审计追溯。气体检测仪数值超过安全限值会自动启动声光警报。宁夏石油加工厂气体探测器
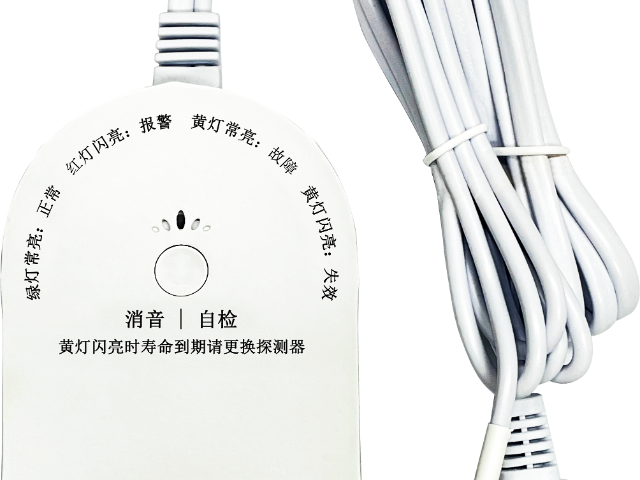
消防用复合气体检测仪能识别数百种危险气体。北京气体探测器加工厂
高校化学实验楼构建五级气体安全体系。通风橱内安装压差传感器联锁气体探测器,**氢浓度超过1ppm自动关闭实验设备。气瓶间部署氧气探测器,浓度低于19%触发声光报警。数据通过OPC接口接入楼宇自控系统,实现跨系统协同防护。应急响应预案集成数字孪生模型,演练响应速度提升至90秒。该系统使实验室事故率降低95%,通过ISO17025认证审核。设备符合NFPA45标准,日志记录满足FDA21CFR要求。每季度全场景测试覆盖率达100%,确保防护体系完整可靠。北京气体探测器加工厂

城镇污水处理厂构建的多参数监测系统包含三重防护架构。污泥处理区安装硫化氢/甲烷复合探测器(电化学+催化燃烧),H₂S检测精度±0.1ppm(0-200ppm量程),当受限空间甲烷浓度达到8%LEL即***生物滤塔除臭装置(处理量3000m³/h)并触发物理闭锁。4G无线传输模块采用双APN冗余通道,8秒内完成数据上报至省环保厅监管平台。操作规范要求执行三级确认流程:探测器报警→手持检测仪复核→作业人员佩戴10参数便携检测仪终验。该方案在50万吨级污水厂应用三年,工伤事故减少90%,获得OSHA体系钻石级认证。设备配置自动反吹装置(周期可设1-24小时),适用100%RH饱和湿度环境。全密封设计...
- 化工厂气体探测器生产商 2026-02-11
- 湖南化工厂气体探测器哪家划算 2026-01-31
- 宁夏发电站气体探测器厂商 2026-01-31
- 浙江气体探测器定做厂家 2026-01-30
- 陕西气体探测器厂家电话 2026-01-09
- 四川医院气体探测器哪家优惠 2026-01-06
- 浙江加气站气体探测器哪家服务好 2026-01-05
- 贵州化工厂气体探测器排行榜 2026-01-03
- 江西加气站气体探测器多少钱 2026-01-02
- 广西气体探测器生产商 2026-01-01
- 宁夏化工厂气体探测器供应商 2025-12-10
- 河北加油站气体探测器哪家便宜 2025-12-10
- 上海加气站气体探测器精选厂家 2025-12-04
- 广西发电站气体探测器供应商 2025-12-04
- 陕西医院气体探测器批发 2025-12-04
- 广西气体探测器哪家优惠 2025-12-03

- 安徽电力行业可燃气体探测器精选厂家 02-13
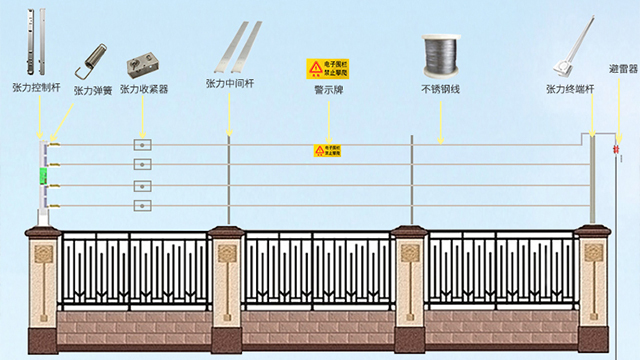
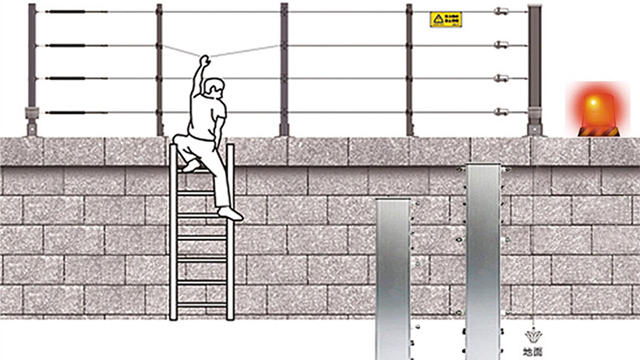
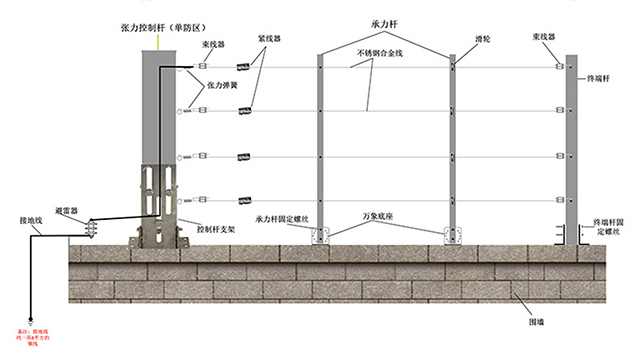
- 四川工厂张力围栏厂家直销 02-13
- 浙江无线燃气报警探测器厂家排名 02-12
- 西藏商场烟雾探测器企业 02-11
- 工厂可燃气体探测器哪家好 02-11
- 化工厂气体探测器生产商 02-11
- 云南仓库 烟雾探测器哪家便宜 02-10
- 广东工厂烟雾探测器排名 02-08
- 安徽可燃气体探测器批发商 02-08
- 海南张力围栏加工厂 02-07