- 品牌
- 卡普蒂姆
- 型号
- 齐全
- 材质
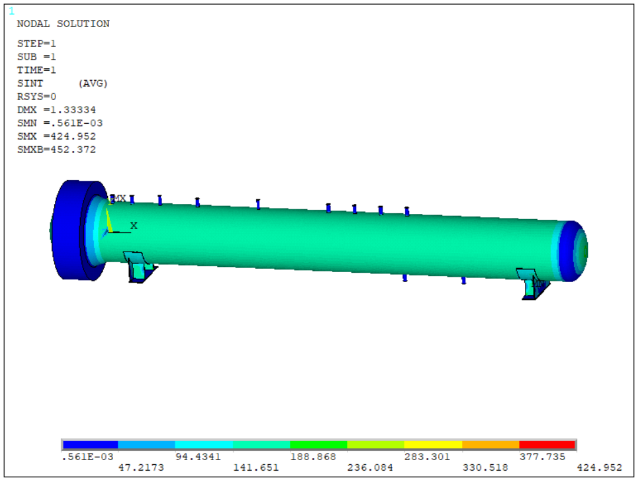
- 压力容器分析设计/常规设计
压力容器行业属于典型的离散型制造,多品种、小批量、非标定制化特点明显,传统模式下依赖焊工等技能人员,生产效率和质量稳定性是管理难点。通过数字化转型和智能制造升级,企业可以开辟巨大的内部运营效率提升空间,并为商业模式创新提供可能。在设计端,部署基于PLM/PDM系统的协同设计平台,并开发参数化设计与快速报价系统,能将非标产品的设计周期从数周缩短至几天,快速响应客户需求。在生产端,实施MES(制造执行系统),为每个容器建立***的“数字身份证”,实时追踪其从下料、成型、焊接、热处理到检测的全过程,实现生产进度、物料、质量数据的透明化管理,***减少在制品库存和等待时间。在**制造环节,投资自动化、智能化设备是关键:如集成视觉系统的智能焊接机器人,不仅能保证焊缝质量的稳定性和可追溯性,还能降低对高级焊工的依赖;大型板材的激光自动下料、封头的机器人抛光、AGV物流小车等,都能大幅提升效率、降低人工成本与劳动强度。更进一步,通过构建工厂数字孪生,可以在虚拟世界中模拟和优化整个生产流程,从而实现真正的柔性制造。数字化转型的成果**终体现在:更短的交货周期、更低的生产成本、更高的质量一致性以及实现大规模定制的能力。 防止塑性垮塌,保证容器总体结构完整性。江苏压力容器设计二次开发服务咨询
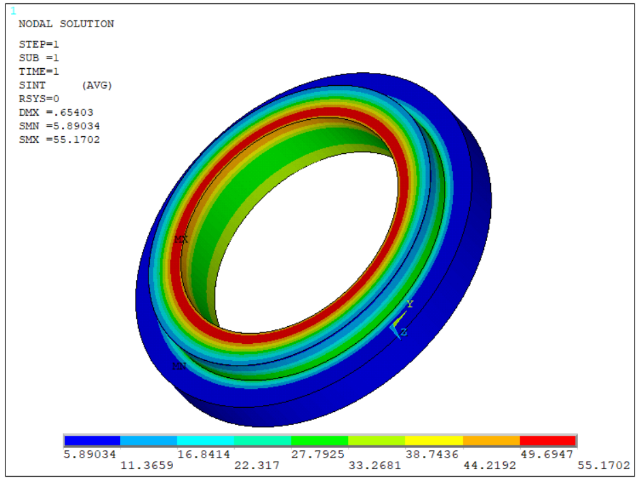
开孔补强设计与局部应力开孔(如接管、人孔)会削弱壳体强度,需通过补强**承载能力。常规设计允许采用等面积补强法:在补强范围内,补强金属截面积≥开孔移除的承压面积。补强方式包括:整体补强:增加壳体壁厚或采用厚壁接管;补强圈:焊接于开孔周围(需设置通气孔);嵌入式结构:如整体锻件接管。需注意补强区域宽度限制(通常取),且优先采用整体补强(避免补强圈引起的焊接残余应力)。**容器或频繁交变载荷场合建议采用应力分析法验证。焊接接头设计与工艺**焊接是压力容器制造的关键环节,接头设计需符合以下原则:接头类型:A类(纵向接头)需100%射线检测(RT),B类(环向接头)抽检比例按容器等级;坡口形式:V型坡口用于薄板,U型坡口用于厚板以减少焊材用量;焊接工艺评定(WPS/PQR):按NB/T47014执行,覆盖所有母材与焊材组合;残余应力**:通过焊后热处理(PWHT)**应力,碳钢通常加热至600~650℃。此外,角焊缝喉部厚度需满足剪切强度要求,且禁止在主要受压元件上使用搭接接头。 浙江压力容器ASME设计业务报价基于弹性应力分类法,区分一次、二次及峰值应力,确保结构安全。
压力容器作为潜在的危险源,其安全运行至关重要。为确保安全,世界各国都将其列为特种设备,实施强制性的设计、制造、安装、使用、检验、维修和改造的全生命周期监管。安全运行的**在于严格控制在设计参数(压力、温度)范围内操作,并密切监控介质的腐蚀和材料的老化情况。为此,一套完善的安全附件系统是必不可少的。这包括:安全阀或爆破片,当容器内压力超过限定值时,能自动泄放压力,是防止超压的***一道防线;压力表,用于实时显示容器内的压力;液位计,用于显示介质液位;温度计,用于监控操作温度;以及紧急切断装置等。操作人员必须定期检查这些安全附件的完好情况。即使制造质量合格,在长期运行中,材料也会因疲劳、腐蚀、蠕变等因素性能逐渐退化。因此,强制性的在役定期检验是保障长期安全的关键。检验通常由具备资质的第三方机构进行,包括宏观检查、壁厚测定、表面无损检测和内部无损检测等。通过定期检验,可以及时发现裂纹、腐蚀减薄等缺陷,并基于合于使用评价(FFS)原则,对缺陷的危险性进行评估,判断容器是否可继续安全使用、需修复或必须报废,从而实现预测性维护,有效预防事故发生。
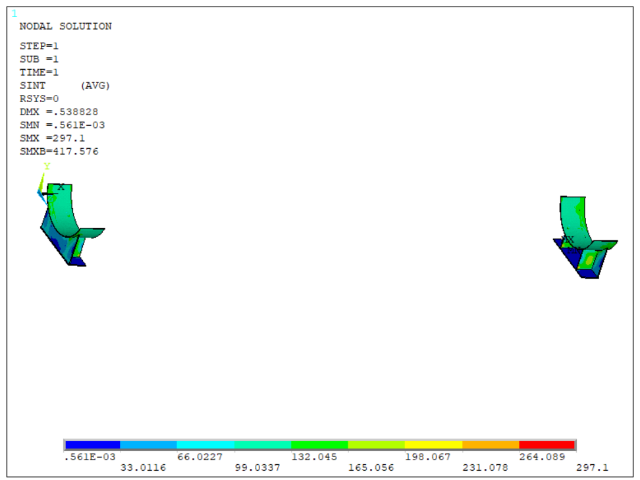
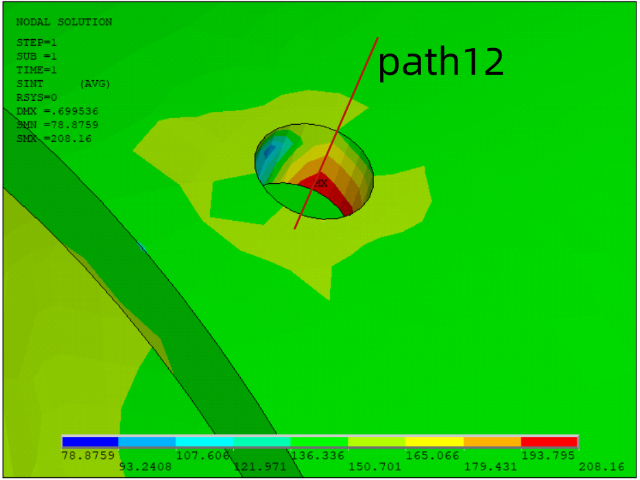
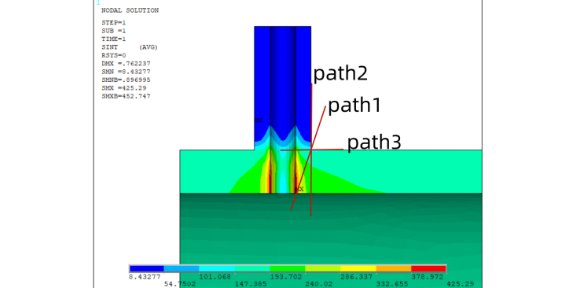
循环载荷下压力容器的疲劳失效是设计重点。需基于Miner线性累积损伤理论,结合S-N曲线(如ASMEIII附录中的设计曲线)或应变寿命法(E-N法)评估寿命。有限元分析需提取热点应力(HotSpotStress),并考虑表面粗糙度、焊接残余应力等修正系数。对于交变热应力(如换热器管板),需通过瞬态热-结构耦合分析获取温度场与应力时程。典型案例包括:核电站稳压器的热分层疲劳分析,需通过雨流计数法(RainflowCounting)简化载荷谱,并引入疲劳强度减弱系数(FatigueStrengthReductionFactor,FSRF)以涵盖焊接缺陷影响。压力容器的失效常始于高应力集中区域,如开孔、支座过渡区等。设计时需采用参数化建模工具(如ANSYSDesignXplorer)进行形状优化,常见措施包括:增大过渡圆角半径(R≥3倍壁厚)、采用反向曲线补强(如碟形封头的折边区)、或设置加强圈分散载荷。对于非标结构(如异径三通),需通过子模型技术(Submodeling)细化局部网格,结合实验应力测试(如应变片贴片)验证**结果。例如,某加氢反应器的裙座支撑区通过多目标优化,将峰值应力降低40%且减重15%。 分析设计高效,常规设计经验可靠。
并非所有企业都有资源和能力去覆盖所有类型的压力容器。另一个极具潜力的上升路径是放弃“大而全”,选择“小而美”,专注于一个或几个细分市场,做深做透,成为该领域无可争议的“隐形***”。细分市场可以按行业划分:例如,专门为生物制药行业提供符合GMP、FDA要求的无菌级压力容器,精通于不锈钢电解抛光、自动焊接、卫生级设计;专注于食品饮料行业的发酵罐、调配罐,精通于CIP/SIP(就地清洗/灭菌)系统集成;或深耕船舶配套领域,专业制造船用液化气(LNG/LPG)燃料罐和货物围护系统。也可以按材料划分:例如,成为钛、锆、镍基合金等特种材料压力容器的**,掌握这些活性金属的特殊焊接和热处理工艺,服务于强腐蚀化工环境;或者专注于复合材料压力容器的研发与制造。还可以按工艺划分:例如,专精于厚壁容器的深孔加工、超大型容器的现场组焊、或特殊热处理工艺。通过专业化,企业可以集中研发资源,积累该领域****的工程经验和数据库,打造***的成本控制和产品质量。当客户有相关需求时,***个想到的就是你。这种深度专业化构建了强大的壁垒,即使大型综合型企业也难以轻易介入,从而让企业在细分赛道中获得定价权和稳定的市场份额,利润率远高于通用产品市场。 压力容器的主要失效模式有哪些?湖南压力容器分析设计
“数字孪生”技术如何通过集成实时传感器数据、物理模型和历史数据,为压力容器的预测性维护带来变革?江苏压力容器设计二次开发服务咨询
长期高温工况下,材料蠕变(Creep)会导致容器渐进变形甚至断裂。设计需依据ASMEII-D篇的蠕变数据或Norton幂律模型,进行时间硬化或应变硬化仿真。关键参数包括:蠕变指数n、***能Q、以及断裂延性εf。对于奥氏体不锈钢(如316H),需额外考虑σ相脆化对韧性的影响。分析方法上,需耦合稳态热分析(获取温度分布)与隐式蠕变求解,并引入Larson-Miller参数预测剩余寿命。例如,乙烯裂解炉的出口集箱需每5年通过蠕变损伤累积计算评估退役阈值。现代压力容器设计逐渐转向风险导向,API580/581提出的基于风险的检验(Risk-BasedInspection,RBI)通过量化失效概率与后果,优化检验周期。需综合考量:材料韧性(如CVN冲击功)、腐蚀速率(通过Coupon挂片监测)、缺陷容限(基于断裂力学评定)等。数值模拟中,可采用蒙特卡洛法(MonteCarlo)模拟参数不确定性,或通过响应面法(ResponseSurfaceMethodology)建立极限状态函数。例如,某海上平台分离器在含H₂S环境下,通过RBI分析将原定3年开罐检验延长至7年,节省维护成本30%以上。 江苏压力容器设计二次开发服务咨询
- 上海压力容器分析设计服务平台 2026-05-05
- 浙江压力容器分析设计咨询 2026-05-05
- 快开门设备疲劳设计方案费用 2026-05-03
- 杭州快开门设备疲劳设计 2026-05-03
- 无锡吸附罐疲劳设计 2026-05-02
- 上海压力容器SAD设计业务 2026-05-02
- 江苏压力容器SAD设计服务方案多少钱 2026-05-01
- 浙江快开门设备分析设计服务平台 2026-05-01